

Economical high-aluminum and low-silicon TRIP steel for automobiles and preparation method of TRIP steel
A technology of elongation and mass percentage, which is applied in the field of economical high-aluminum low-silicon TRIP steel for automobiles and its preparation, can solve the problems of reduced solid solution strengthening effect, low steel strength, and unsatisfactory, and achieve high recycling rate of steel , low alloy composition and low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
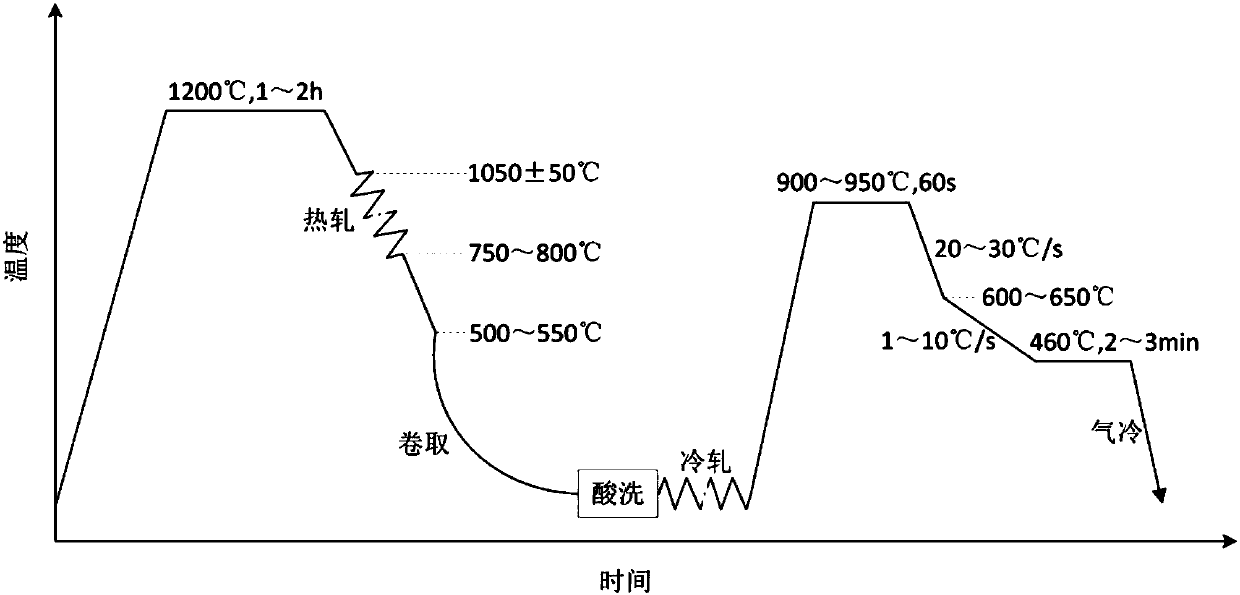
[0036] In this example, the material is prepared according to the composition design ratio, and the vacuum induction furnace is melted and poured quickly at 1600 ° C. The actual mass percentage of the steel composition is: C: 0.19%, Si: 0.36%, Al: 1.59%, Mn: 1.57% , Cu: 0.37%, P: 0.004%, S: 0.0029%, and the balance is Fe, and then the ingot is heated to 1100°C and forged into a 60mm thick rectangular block. Heat the rectangular steel block to 1200°C for 2 hours, air-cool to 1050°C to start hot rolling, and measure the final rolling temperature to 780°C when it reaches a thickness of 6 mm, then air-cool to 550°C for coiling. The cold-rolled sheet is pickled and then cold-rolled, and the reduction is controlled at 70% to obtain a cold-rolled sheet with a thickness of 1.6 mm.
[0037] Next, the cold-rolled sheet after edge trimming is hydrogenated with 5% H 2 +N 2 Annealing was performed in a mixed atmosphere. First heat the cold-rolled sheet to 930°C, keep it warm for 60s, th...
Embodiment 2
[0039] In this example, the material is prepared according to the composition design. After melting in the vacuum induction furnace, it is quickly poured at 1620 ° C. The actual mass percentage of the steel composition is: C: 0.22%, Si: 0.43%, Al: 1.61%, Mn: 1.86% , Cu: 0.42%, P: 0.0072%, S: 0.0074%, and the balance is Fe, and then the ingot is heated to 1100°C and forged into a 60mm thick rectangular block. Heat the rectangular steel block to 1200°C for 1.5h, air-cool to 1100°C and start hot rolling. When the thickness reaches 6.2mm, the final rolling temperature is 800°C, and then air-cool to 560°C for coiling. The cold-rolled sheet is pickled and then cold-rolled, and the reduction is controlled at 70% to obtain a cold-rolled sheet with a thickness of 1.7 mm.
[0040] Next, the cold-rolled sheet after edge trimming is hydrogenated with 5% H 2 +N 2Annealing was performed in a mixed atmosphere. First heat the cold-rolled sheet to 950°C, keep it warm for 60s, cool it to 650...
Embodiment 3
[0042] In this example, the material is prepared according to the composition ratio, and the vacuum induction furnace is melted and poured quickly at 1650 ° C. The actual mass percentage of the steel composition is: C: 0.23%, Si: 0.43%, Al: 1.72%, Mn: 1.87% , Cu: 0.56%, P: 0.0064%, S: 0.0062%, and the balance is Fe, and then the ingot is heated to 1100°C and forged into a 60mm thick rectangular block. Heat the rectangular steel block to 1200°C for 1.5h, air-cool to 1030°C and start hot rolling. When the thickness reaches 6mm, the final rolling temperature is 770°C, and then air-cool to 530°C for coiling. The cold-rolled sheet is pickled and then cold-rolled, and the reduction is controlled at 70% to obtain a cold-rolled sheet with a thickness of 1.6 mm.
[0043] Next, the cold-rolled sheet after edge trimming is hydrogenated with 5% H 2 +N 2 Annealing was performed in a mixed atmosphere. First heat the cold-rolled sheet to 930°C, keep it warm for 60s, cool it to 650°C at a ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More