Method for sewing and integrally forming metal member and composite material
A technology for metal components and composite materials, which is applied in the field of stitching and integral molding of metal components and composite materials, can solve the problems of difficulty in mold design and process manufacturing, failure of fiber continuity of composite materials, and failure of composite material structures, and achieves good promotion. The effect of application value, simplifying the forming process, and improving product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
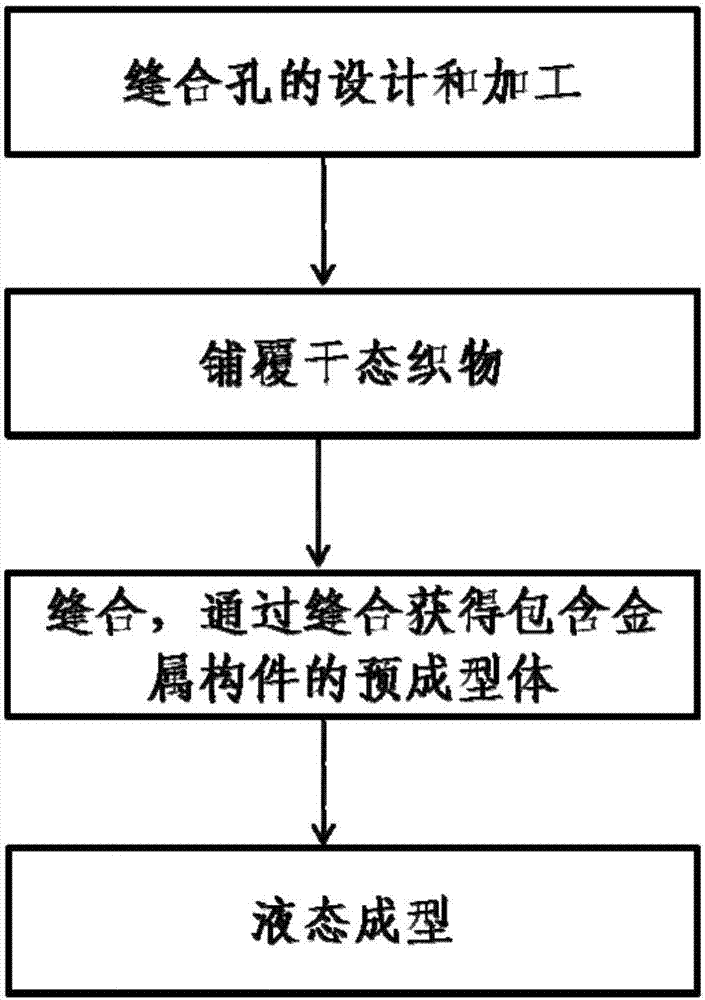
[0038] (2) Paste the adhesive film on the seamed area of the metal member, and then spread the dry fabric on the upper surface and / or lower surface of the metal member. Wherein, used dry state fabric can select fiber cotton, fiber felt, fiber blanket, fiber cloth etc., and preparation method can adopt existing processing method, for example needle punching molding process. The fiber cloth can be any one of unidirectional carbon cloth, plain carbon cloth or satin carbon cloth. Unidirectional carbon cloth is a kind of dry carbon fiber cord fabric. The fabric structure is similar to plain carbon cloth, but there are only very thin glass filaments in the weft direction, and the weft direction glass filaments play a role in maintaining the shape of unidirectional carbon cloth. After laying is complete, the dry fabric is styled. The setting method can select any one of the spraying setting agent method (the surface spraying of the dry fabric has a viscous setting agent), the migr...
Embodiment 1
[0043] Preparation thickness is the composite material product of 6mm, wherein the laying thickness of composite material on the upper surface and the lower surface of the aluminum alloy plate is 2mm, and the metal component is an aluminum alloy plate, and the thickness is 2mm.
[0044] (11) Design and processing of suture holes
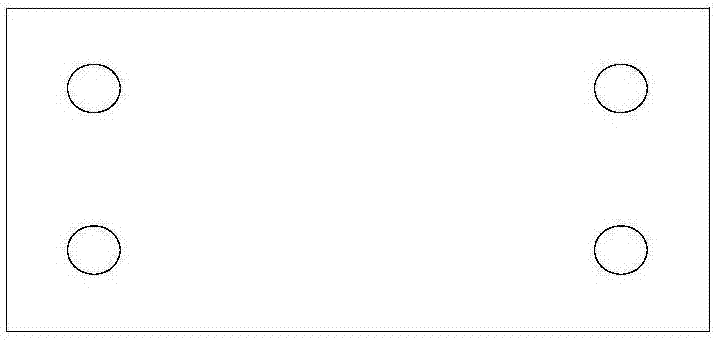
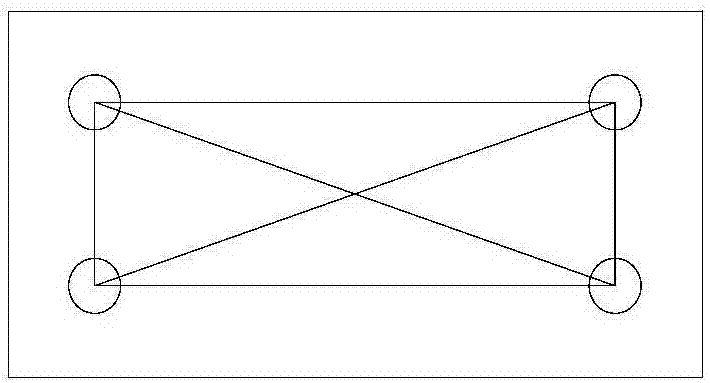
[0045] Such as figure 2 As shown, a positioning hole is opened at the four corners of the metal component, the metal component is bonded over the entire area, and the area S is 80mm*15mm=1200mm 2 , area positioning coefficient k 0 is 0.024, the total area S of the suture holes designed on the metal member 0 =k 0 S=28.8mm 2 , the diameter of the suture hole is 3mm, the edge distance of the hole is 5mm, and the hole edge distance coefficient of the suture hole is k 1 is 1.67. Horizontal hole spacing d 2横 30mm, hole spacing factor k 2 10; longitudinal hole spacing d 2纵 5mm, hole spacing factor k 2 is 1.67. Sulfuric acid anodizing treatment i...
Embodiment 2
[0053] Prepare a 6mm composite material product, wherein the composite material is 2mm up and down, and the metal component is an aluminum alloy plate with a thickness of 2mm.
[0054] (21) Design and processing of suture holes
[0055] Such as figure 2 As shown, a positioning hole is opened at the four corners of the metal component, the metal component is bonded over the entire area, and the area S is 80mm*15mm=1200mm 2 , area positioning coefficient k 0 is 0.01, the total area S of the suture holes designed on the metal member 0 =k 0 S=12mm 2 , the diameter of the suture hole is 2mm, the edge distance of the hole is 2mm, and the hole edge distance coefficient of the suture hole is k 1 is 1. Horizontal hole spacing d 2横 30mm, hole spacing factor k 2 15; longitudinal hole spacing d 2纵 11mm, hole spacing factor k 2 is 5.5. Sulfuric acid anodizing treatment is performed on the surface of the aluminum alloy plate.
[0056] (22) Cover dry fabric
[0057] First, stic...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



