

P91 material welding and heat treatment method
A heat treatment method, P91 technology, applied in steel material welding and heat treatment, P91 material welding and heat treatment field, can solve the problem of high residual stress in welded joints, improve structure and performance, improve oxidation resistance and high temperature steam corrosion resistance, Effect of Reducing Residual Stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0034] In order to make the technical solutions of the present invention clearer and clearer to those skilled in the art, the present invention will be further described in detail below in conjunction with the examples and accompanying drawings, but the embodiments of the present invention are not limited thereto.
[0035] Such as figure 1 and figure 2 As shown, a kind of P91 material welding and heat treatment method provided in this embodiment includes the following steps:
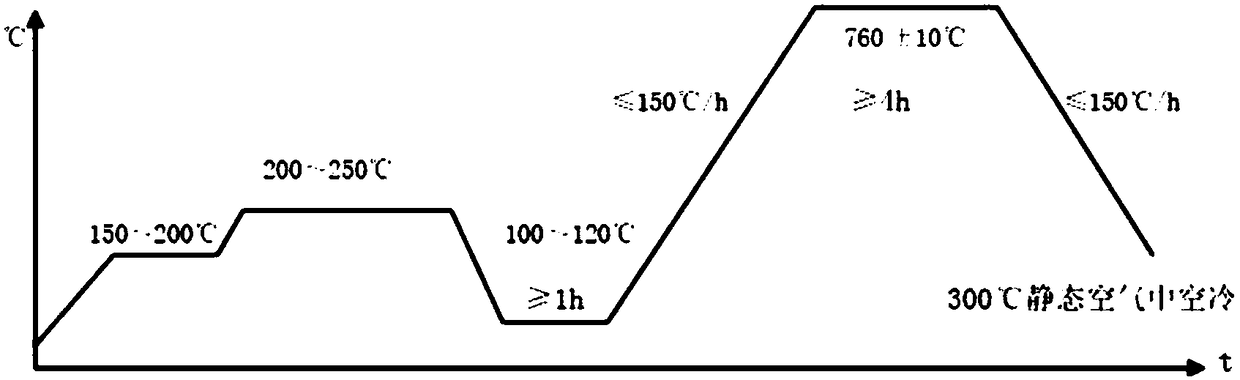
[0036] Step 1: Preheat
[0037] Set the preheating temperature to 150-200°C and keep it warm for 0.5h;
[0038] Step 2: Soldering
[0039] Use GTAW welding, set the welding current to 130-180A, set the welding voltage to 10-14V, and protect the back of the weld with argon gas with a purity of 99.99%;
[0040] Or use SMAW welding, set the welding current to 160-180A, set the welding voltage to 21-24V, and control the interlayer temperature at 200-250°C;
[0041] Step 3: Keep warm and cool slowly
...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More