

Welding method for S32750 super duplex stainless steel welded pipe
A duplex stainless steel and welding method technology, applied in the field of steel pipe welding, can solve the problem that the mechanical properties of welded joints are lower than those of the base metal, and achieve the effect of improving mechanical properties and easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0020] The percentage by weight of the chemical composition of the S32750 super duplex stainless steel of the present embodiment is:
[0021] C: 0.023% Si: 0.55% Mn: 0.95% P: 0.021% S: 0.001% Cr: 25.23% Ni: 7.04% Mo: 4.11% N: 0.2547%, the rest is Fe and unavoidable impurities.
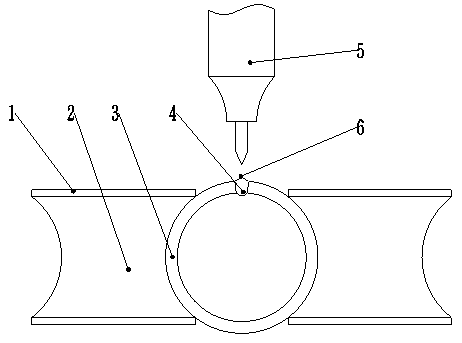
[0022] In this embodiment, steel 3 with a diameter of Φ150 mm and a thickness of 1.2 mm is welded. The material used is S32750 super duplex stainless steel strip, the operation steps are as follows:
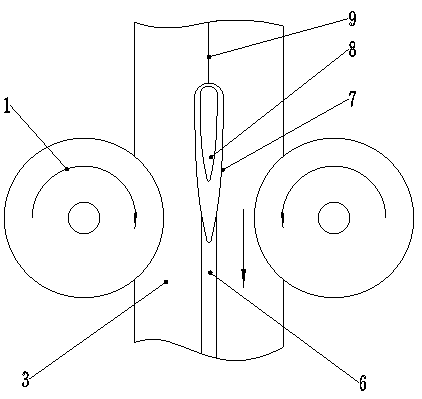
[0023] Ⅰ Install a pair of forming wheels 1 on the argon tungsten arc welding production line. The forming wheel 1 has an arc-shaped forming groove 2. The radius of the forming groove 2 is R75mm. See figure 1 and figure 2 . The forming grooves 2 of the two forming wheels 1 are clamped on both sides of the steel pipe 3; figure 2 Move in the direction of the arrow, that is, move downward, and the steel pipe 3 drives the forming wheel 1 to rotate;
[0024] II welding torch 6 welds the groove 9 to be w...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More