

An intermediate layer alloy for tantalum/stainless steel energy storage welding, its preparation method and welding method
An intermediate layer and stainless steel technology, applied in energy storage discharge welding, welding equipment, welding medium, etc., can solve the problems of hard and brittle intermetallic compounds, difficult to obtain high-performance tantalum-steel composite structure, etc., and achieve comprehensive mechanical properties of joints Improvement, low cost, good matching effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
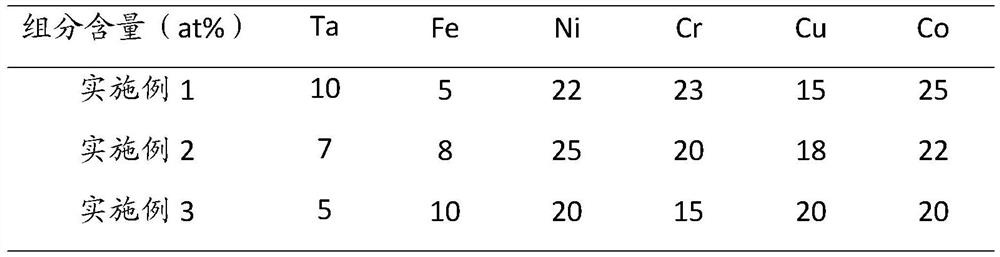
[0049] According to the preparation method of the above-mentioned high-entropy interlayer alloy, select the elements and contents of each component according to the data of the high-entropy interlayer alloy Example 1 listed in Table 1, and control the roll surface line speed at 5m / s, and prepare a product with a thickness of about 5m / s. Ta of 130μm, width about 5mm, length about 0.5m 10 Fe 5 Ni 22 Cr 23 Cu 15 co 25 High entropy interlayer alloy foil. Set the working parameters of the energy storage welding machine: welding voltage U=900V, welding pressure F=40kN, capacitance C=1500μF. The high-entropy intermediate layer alloy foil is used to perform energy storage welding on tantalum / steel, and the strength of the welded joint is about 305MPa.
Embodiment 2
[0051] According to the preparation method of the above-mentioned high-entropy interlayer alloy, the elements and contents of each component are selected according to the data of the high-entropy interlayer alloy Example 2 listed in Table 1, and the surface speed of the roll is controlled at 5m / s to prepare a product with a thickness of approx. Ta of 130μm, width about 5mm, length about 0.5m 7 Fe 8 Ni 25 Cr 20 Cu 18 co 22 High entropy interlayer alloy foil. Set the working parameters of the energy storage welding machine: welding voltage U=1000V, welding pressure F=35kN, capacitance C=1000μF. The high-entropy intermediate layer alloy foil is used to perform energy storage welding on tantalum / steel, and the strength of the welded joint is about 340MPa.
Embodiment 3
[0053] According to the preparation method of the above-mentioned high-entropy interlayer alloy, the elements and contents of each component are selected according to the data of the high-entropy interlayer alloy Example 3 listed in Table 1, and the surface speed of the roll is controlled at 5m / s to prepare a product with a thickness of approx. Ta of 130μm, width about 5mm, length about 0.5m 5 Fe 10 Ni 20 Cr 15 Cu 20 co 20 High entropy interlayer alloy foil. Set the working parameters of the energy storage welding machine: welding voltage U=1100V, welding pressure F=30kN, capacitance C=500μF. The high-entropy intermediate layer alloy foil was used to perform energy storage welding on tantalum / steel, and the strength of the welded joint was about 289MPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More