

Welding method of intermediate frequency amplifier
A welding method and amplifier technology, applied in welding equipment, laser welding equipment, metal processing equipment and other directions, can solve the problems of long processing cycle, low qualification rate, welding scar falling off, etc., to reduce the difficulty of repairing files and meet the strength requirements , The effect of short processing cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0010] The present invention will be further described in detail through specific embodiments below, but these embodiments are only for illustration and do not limit the scope of the present invention.
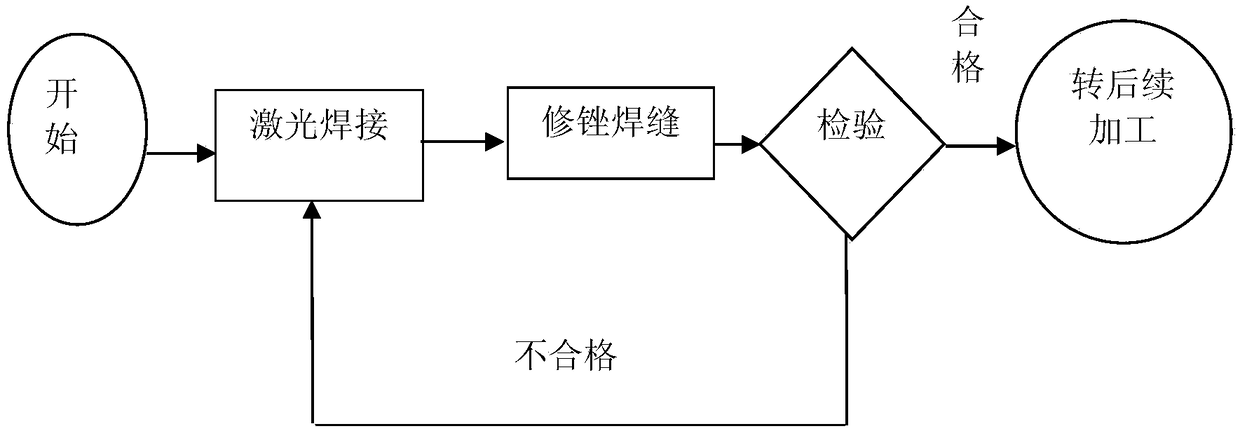
[0011] The welding method of the intermediate frequency amplifier of the present invention includes: using a focused laser beam as a heat source, directly welding the outer parts of the welding parts of the upper cover plate and the housing of the intermediate frequency amplifier, and welding twice in total: the first pass is the bottoming , to play a positioning role, and the second pass is fixed and formed.
[0012] In one embodiment, the welding is performed from the outside of the weld using a laser welder.
[0013] In one embodiment, the time for the first pass of welding is 3 minutes to 5 minutes.
[0014] In one embodiment, the time for repairing the weld seam for the second pass is 3 minutes to 8 minutes.
[0015] In one embodiment, the working pulse width of the las...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More