Corrosion-resistant and wear-resistant coating with laminated and columnar composite structure and preparation method thereof
A composite structure and wear-resistant coating technology, which is applied in the direction of coating, superimposed layer plating, metal material coating technology, etc., can solve problems that have not been reported at home and abroad, and achieve improved impact resistance and heat resistance Seismic and other performance, improve efficiency, reduce the effect of porosity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] Step 1: Powder Preparation
[0039] The wear-resistant and corrosion-resistant coating raw materials are divided into alloy powder with a particle size of 45-75 μm and ceramic powder with a particle size of 35-45 μm. The spray layer is composed of 30wt% alloy powder and 70wt% ceramic powder. The proportion of ceramic powder is: 45wt% WC, 25wt% B 4 C, 10wt% SiC, the rest is mixed powder TiO 2 :ZrO 2 :Cr 2 o 3 :Al 2 o 3 = 1:1:1:1 (molar ratio) powder; the ratio of alloy powder in the sprayed layer and the alloy layer is: mixed powder Ni:Cr=1:1 accounts for 90wt%, mixed powder Ti:Al =1:1 accounts for 5wt%, the rest is mixed powder Co:Cu:Si=1:1:1 (molar ratio);
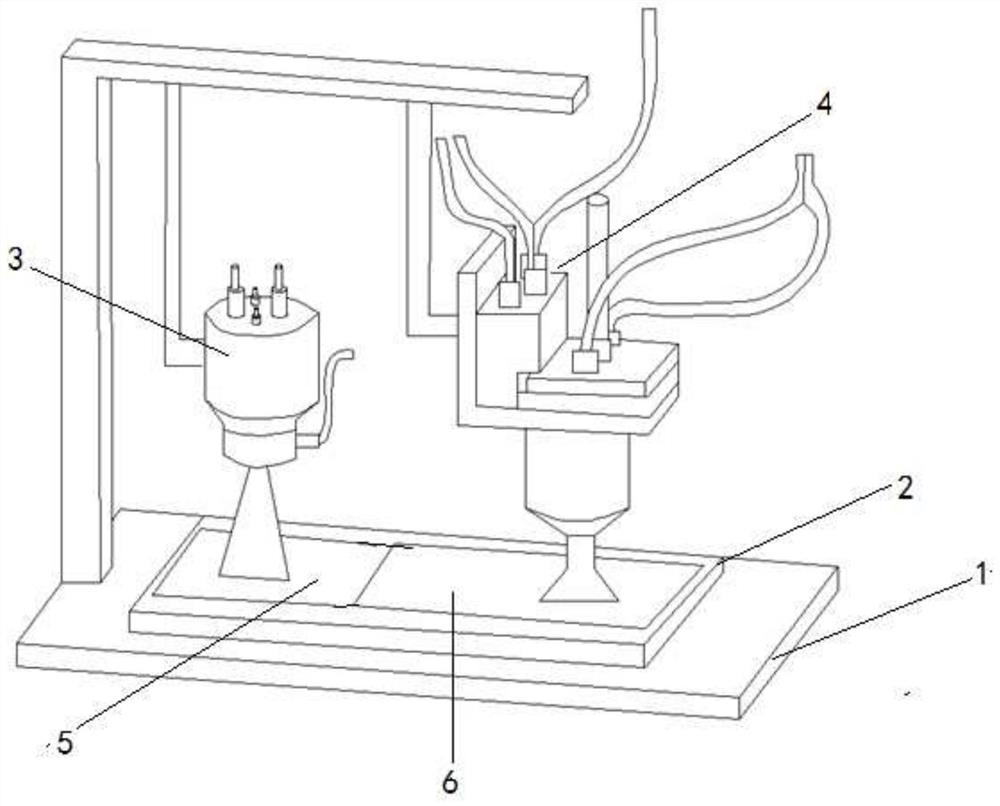
[0040] Step 2: Substrate surface pretreatment
[0041] First, the workpiece 2 is soaked in acid solution, the soaking time is determined according to the degree of dirt on the workpiece, and rinsed with water after acid leaching. Then soak it in alkaline water to neutralize the residual acid, and finally w...
Embodiment 2
[0049] Step 1: Powder Preparation
[0050] Wherein the spray layer 6 is formed by mixing 5wt% alloy powder and 95wt% ceramic powder, and the ceramic powder proportioning in the spray layer 6 is: 90wt% WC, 2wt% B 4 C, 1wt% SiC, the rest is mixed powder TiO 2 :ZrO 2 :Cr 2 o 3 :Al 2 o 3 = 1:1:1:1 (molar ratio) powder; the ratio of alloy powder in spray layer 6 and alloy layer 5 is: mixed powder Ni:Cr=1:1 accounts for 45wt%, mixed powder Ti : Al=1:1 accounts for 45wt%, the rest is mixed powder Co:Cu:Si=1:1:1 (molar ratio);
[0051] Step 3: Plasma Spraying
[0052] The spraying distance is 50mm, the powder feeding rate is 30g / min, the thickness of the alloy layer is 0.2mm, and the average microhardness is 380HV 0.3 ;
[0053] Step 4: Plasma Spraying
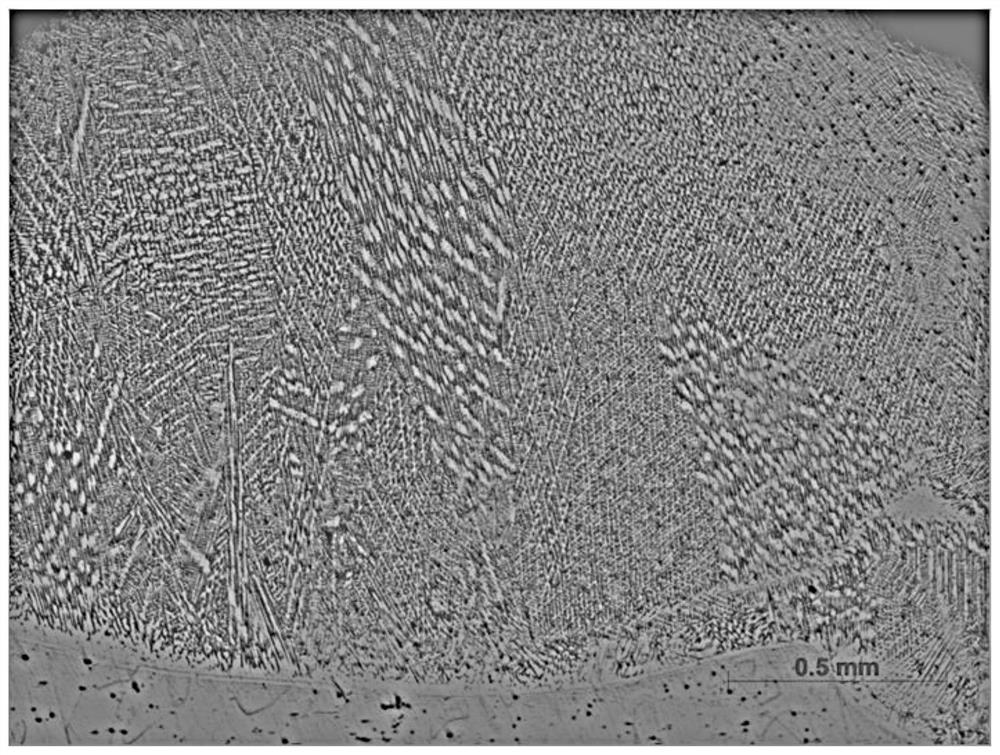
[0054] The mixed powder of alloy powder and ceramic powder, the proportion is: alloy powder 5%, ceramic powder 95%, the thickness is 1.2mm, and the average hardness reaches 1140HV 0.3 , a spray layer with a columnar structu...
Embodiment 3
[0058] Step 1: Powder Preparation
[0059] Wherein the spray layer 6 is formed by mixing 20wt% alloy powder and 80wt% ceramic powder, and the ceramic powder proportioning in the spray layer 6 is: 70% WC, 15% B 4 C, 5% SiC, the rest is mixed powder TiO 2 :ZrO 2 :Cr 2 o 3 :Al 2 o 3 = 1:1:1:1 (molar ratio) powder; the ratio of alloy powder in spray layer 6 and alloy layer 5 is: mixed powder Ni:Cr=1:1 accounts for 5wt%, mixed powder Ti : Al=1:1 accounts for 90wt%, the rest is mixed powder Co:Cu:Si=1:1:1 (molar ratio);
[0060] Step 3: Plasma Spraying
[0061] The spraying distance is 70mm, the powder feeding rate is 40g / min, the thickness of the alloy layer is 0.25mm, and the average microhardness is 330HV 0.3 ;
[0062] Step 4: Plasma Spraying
[0063] The thickness of the spray layer is 1.2mm, and the average hardness is 1070HV 0.3 , with a columnar structure spray layer and a layered alloy layer at the bottom, with a total thickness of 1.45mm.
[0064] Except for th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More