

A welding method for welding thick plates with hollow tungsten very high penetration TIG filler wire
A welding method and tungsten electrode technology, applied in the cooling of welding equipment, welding accessories, electrode clamps, etc., can solve the problems that the welding wire is too late to melt, is not suitable for thick plate welding, and the welding wire stays for a short time, etc., to achieve super penetrating ability , Realize the effect of fully automatic operation and simple and easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] In order to deepen the understanding of the present invention, the present invention will be described in further detail below in conjunction with the accompanying drawings and embodiments, which are only used to explain the present invention and do not limit the protection scope of the present invention.
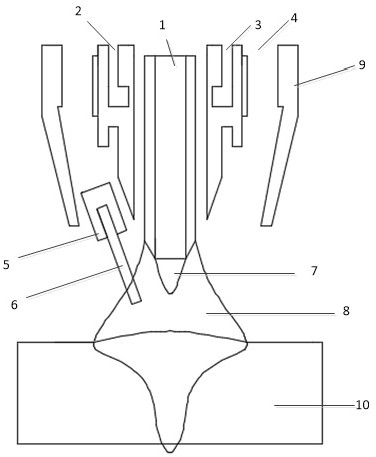
[0016] Such as Figure 1-3 As shown, the present invention is a welding method for hollow tungsten very high penetration TIG wire-filled thick plates, characterized in that: the welding method comprises the following steps:
[0017] Step 1: Before welding, grind or clean the surface of the workpiece to be welded, fix the polished or cleaned workpiece on the welding fixture, the thickness of the workpiece is 5-14mm, and the distance between the bottom of the tungsten electrode and the workpiece is 2- 3mm;
[0018] Step 2: Start the welding machine and set the welding parameters: the welding method is continuous welding or pulse welding, the welding current is 300-100...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More