

Forging and heat treatment process of shell forge piece
A forging heating and forging technology, which is applied in the field of forging and heat treatment process of shell forgings used in petrochemical blowout preventers, can solve the problems of short service life and high forging cost, and achieve improved service life, hardenability and service life increased effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
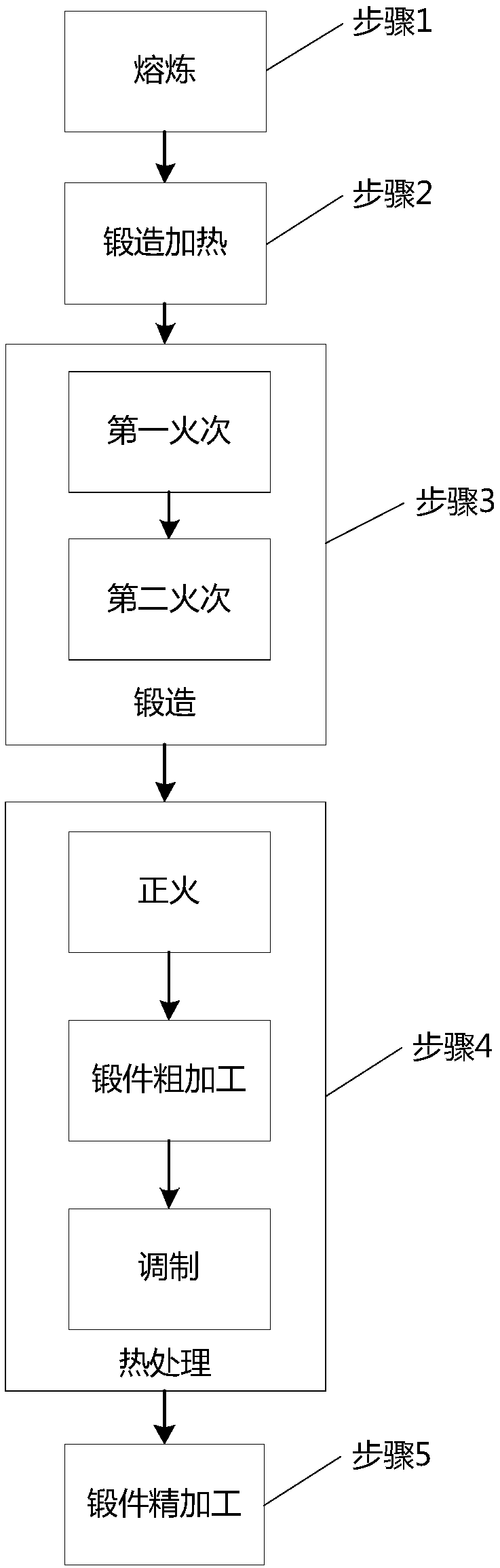
[0057] The forging process of embodiment 1 comprises:
[0058] Step 1. Melting the raw materials to obtain smelted steel ingots. Specifically, in step 1, the raw material is subjected to EF+LF+VD processing.
[0059] Step 2, forging and heating. Specifically, step 2 includes:
[0060] (1) Furnace loading; the furnace charging temperature before the steel ingot is forged and heated is 480°C.
[0061] (2) Heating; the heating rate is 135°C / H;
[0062] (3) heat preservation; heat preservation in stages. The thickness of the steel ingot is 900mm, the holding temperature in the first stage is 850°C, and the holding time is 4.5h. In the second stage, the temperature is raised to 1200°C, and the holding time is 5h.
[0063] Step 3, forging; the forging process includes two fire times.
[0064] The first firing time: the forging temperature is 1180°C; in the first firing time, the steel ingot is elongated, upset, elongated, and upset in sequence, and the total elongation ratio ...
Embodiment 2
[0080] The forging process of embodiment 2 comprises:
[0081] Step 1. Melting the raw materials to obtain smelted steel ingots. Specifically, in step 1, the raw material is subjected to EF+LF+VD processing.
[0082] Step 2, forging and heating. Specifically, step 2 includes:
[0083] (1) Furnace loading; the furnace charging temperature before the steel ingot is forged and heated is 420°C.
[0084] (2) Heating; the heating rate is 145°C / H;
[0085] (3) heat preservation; heat preservation in stages. The thickness of the steel ingot is 900mm, the holding temperature in the first stage is 850°C, and the holding time is 4.5h. In the second stage, the temperature is raised to 1200°C, and the holding time is 6h.
[0086] Step 3, forging; the forging process includes two fire times.
[0087] The first firing time: the forging temperature is 1170°C; in the first firing time, the steel ingot is drawn out, upset, drawn out, and upset in sequence, with a total drawing length rat...
Embodiment 3
[0103] The forging process of embodiment 3 comprises:
[0104] Step 1. Melting the raw materials to obtain smelted steel ingots. Specifically, in step 1, the raw material is subjected to EF+LF+VD processing.
[0105] Step 2, forging and heating. Specifically, step 2 includes:
[0106] (1) Furnace loading; the furnace charging temperature before the steel ingot is forged and heated is 400°C.
[0107] (2) Heating; heating rate 120°C / H;
[0108] (3) heat preservation; heat preservation is carried out in stages, and the thickness of the steel ingot is 900mm. In the first stage, the holding temperature is 850°C, and the holding time is 6 hours. In the second stage, the temperature is raised to 1200°C, and the holding time is 9 hours.
[0109] Step 3, forging; the forging process includes two fire times.
[0110] The first firing time: the forging temperature is 1200°C; in the first firing time, the steel ingot is drawn out, upset, drawn out, and upset in sequence; the total dr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More