Wear-resistant communication cable sheath and preparation method thereof
A communication cable and sheath material technology, which is applied to circuits, electrical components, plastic/resin/wax insulators, etc., can solve the problems of rapid aging of the sheath of communication cables, cable fires, etc. The effect of reducing brittleness and improving mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0022] 1) Weigh 20 parts of chlorosulfonated polyethylene, 10 parts of polyethylene glycol, 4 parts of carbon black, 2 parts of copolymer of MBS grafted maleic anhydride, 0.6 parts of antioxidant, 0.2 parts of zinc stearate according to the formula Pour into a high-speed kneader for mixing, the speed of the high-speed kneader is 1000r / min, heat up to 100°C, add 10 parts of flame retardant, and the mixing reaction time is 10Min;
[0023] 2) Extrude the mixed material in step 1) with a twin-screw extruder, the extrusion pelletizing temperature of the extruder is 150°C, and the speed of the twin-screw extruder is 200r / min;
[0024] 3) The twin-screw extruded material is heatedly cut. The extrusion temperature of the twin-screw is divided into three zones. The temperatures in the three zones are 150°C, 165°C, and 180°C respectively, and the finished product is obtained by granulation.
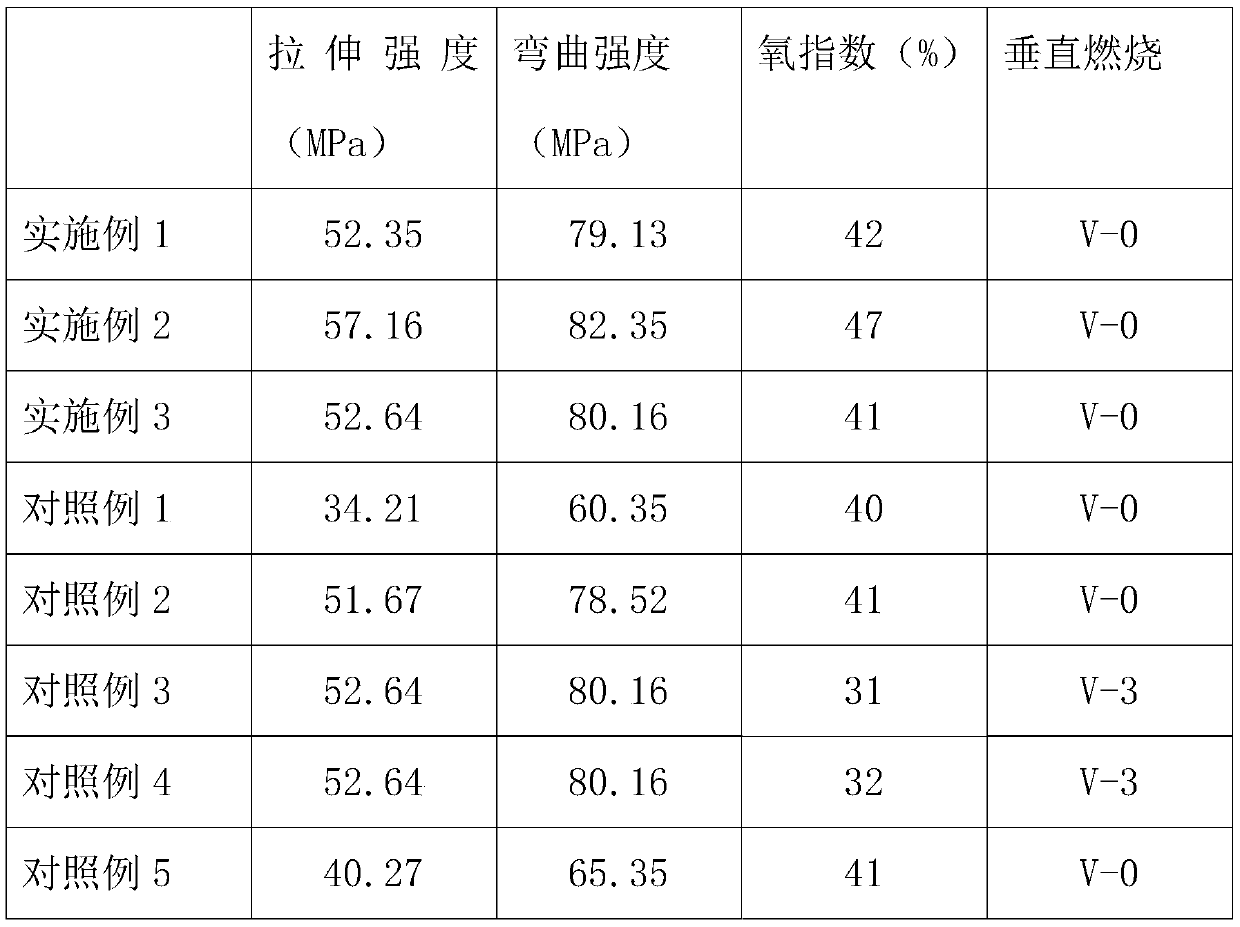
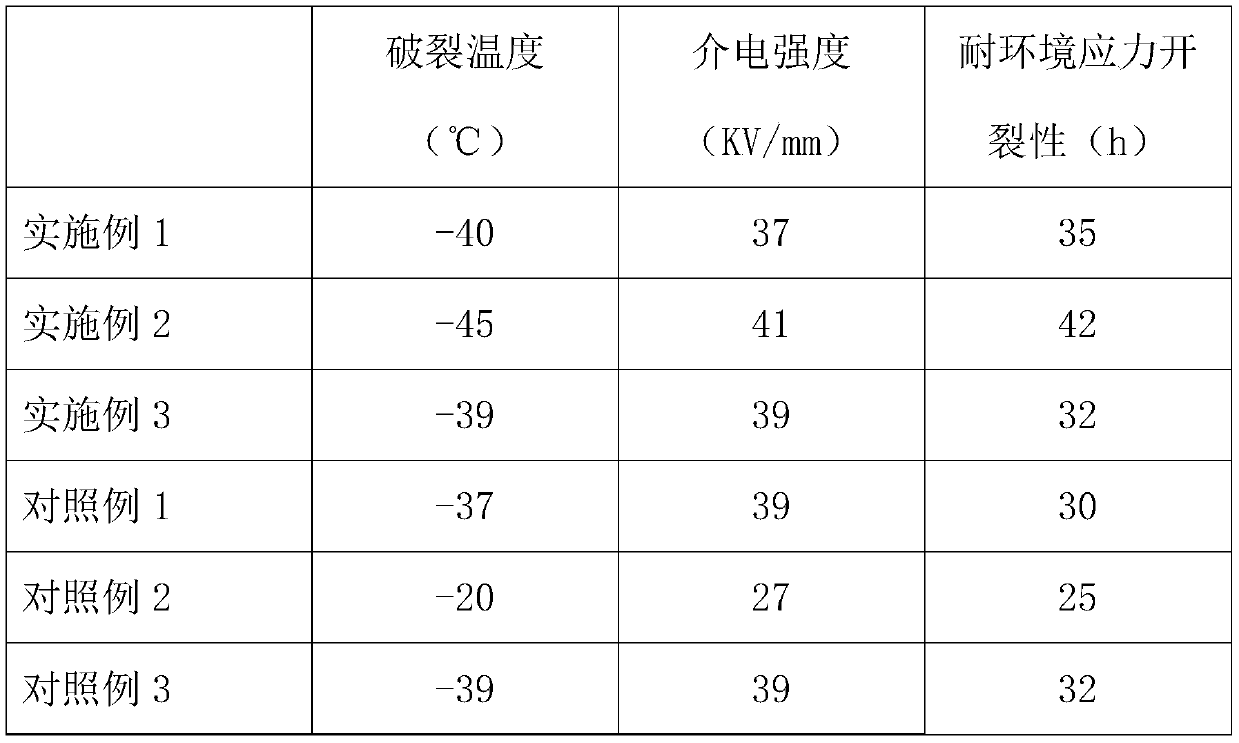
[0025] See Table 1 and Table 2 for detailed data comparison.
Embodiment 2
[0027] 1) Weigh 30 parts of chlorosulfonated polyethylene, 20 parts of polyethylene glycol, 8 parts of carbon black, 3 parts of MBS grafted maleic anhydride copolymer, 0.8 part of antioxidant, 0.5 part of zinc stearate according to the formula , pour it into a high-speed kneader and mix, the speed of the high-speed kneader is 1100r / min, the temperature is raised to 110°C, 15 parts of flame retardant are added, and the mixing reaction time is 13Min;
[0028] 2) Extrude the mixed material in step 1) with a twin-screw extruder, the extruder extrusion pelletizing temperature is 175°C, and the twin-screw extruder speed is 200r / min;
[0029] 3) The material extruded into strips by the twin-screw extruder is water-cooled and then granulated by a pelletizer to obtain a finished product. The extrusion temperature of the twin-screw is divided into three zones, and the temperatures in the three zones are respectively 155 °C, 177 °C, 190 °C, water cooling temperature of 50 °C, water flow ...
Embodiment 3
[0032] 1) Take by weighing 40 parts of chlorosulfonated polyethylene, 30 parts of polyethylene glycol, 12 parts of carbon black, 4 parts of copolymers of MBS grafted maleic anhydride, 1.0 parts of antioxidant, and 0.8 parts of zinc stearate , pour it into a high-speed kneader and mix, the speed of the high-speed kneader is 1200r / min, the temperature is raised to 120°C, 20 parts of flame retardant are added, and the mixing reaction time is 15Min;
[0033] 2) Extrude the mixed material in step 1) with a twin-screw extruder, the extruder extrusion pelletizing temperature is 200°C, and the twin-screw extruder speed is 200r / min;
[0034] 3) The twin-screw extruded materials are heatedly cut. The twin-screw extrusion temperature is divided into three zones, and the temperatures in the three zones are 165°C, 180°C, and 200°C respectively, and the finished product is obtained by granulation.
[0035] See Table 1 and Table 2 for detailed data comparison.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com