

A thin strip continuous casting strip steel cooling mechanism and cooling method thereof
A cooling mechanism and strip steel technology, applied in the field of thin strip continuous casting, can solve the problems of hindering the gasification of cooling water, large cooling speed adjustment range, complex equipment, etc., to achieve cooling uniformity, ensure cooling uniformity, uniformity The effect of the cooling effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0053] The present invention will be described in further detail below in conjunction with the accompanying drawings and specific embodiments, but not as a limitation of the present invention.
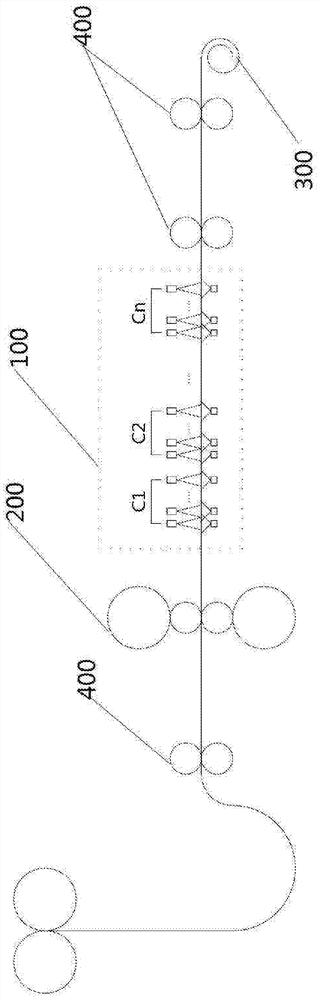
[0054] Such as figure 1 As shown, it is a schematic diagram of the position of the thin strip continuous casting strip cooling mechanism according to the embodiment of the present invention, wherein the cooling mechanism 100 is arranged on the horizontal roller table at the exit of the rolling mill, and is located between the rolling mill mechanism 200 and the crimping mechanism 300, and as figure 1 As shown, between the cooling mechanism 100 and the crimping mechanism 300 and on the front side of the rolling mill mechanism 200, multiple groups of pinch rollers 400 can also be arranged to clamp and transport the steel strip and form a certain tension; wherein, the rolling mill mechanism 200 It is used to control the shape and thickness of the steel strip, and the crimping mechanism 300...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More