

Spraying-free pearlescent ABS material and preparation method thereof
An ABS material and spray-free technology, which is applied in the field of spray-free pearlescent ABS material and its preparation, can solve the problems of flow marks and fluidity differences of parts, and achieve the effects of easy processing and molding, high production efficiency and good appearance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
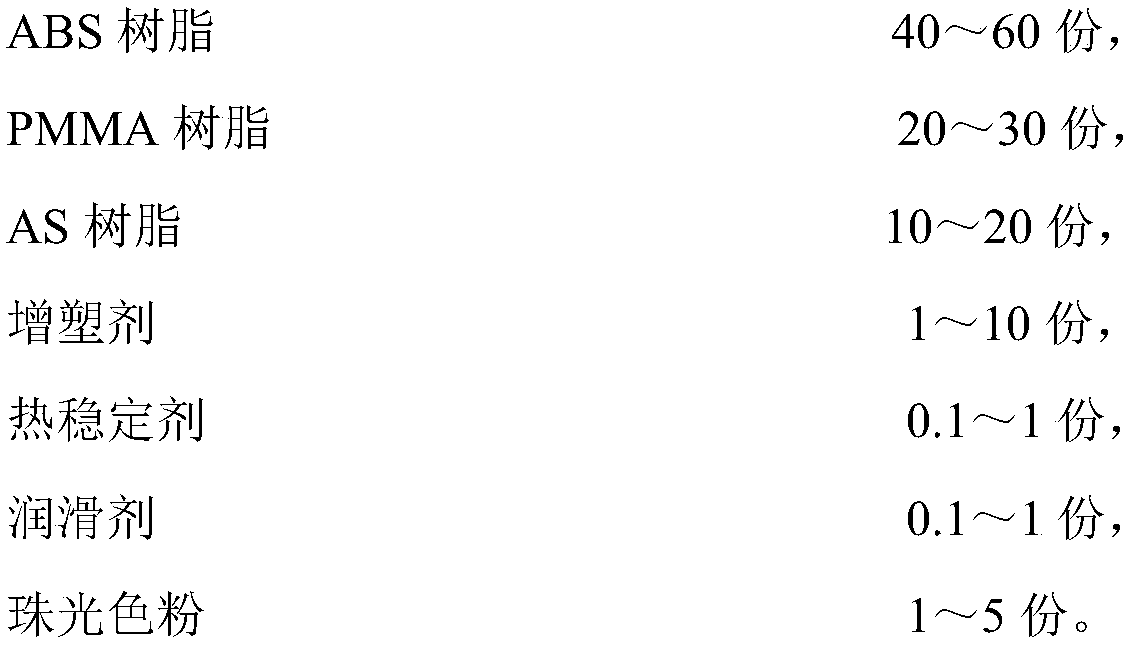
[0044] (1) Put 60 parts of ABS HI-121H, 20 parts of PMMA-CM-205, 0.3 parts of light and heat stabilizer (antioxidant 1076:antioxidant 168=1:2, mass ratio) and 0.1 part of lubricant EBS through Stir at high speed to mix evenly;
[0045] (2) Mix 20 parts of AS SP23, 1 part of TPP, and 5 parts of pearlescent toner with high-speed stirring;
[0046] (3) The mixture in the step (1) is sent into a twin-screw extruder, and the mixture in the step (2) is sent into a side feeding inlet, extruded and granulated;
[0047] In the step (3), the screw temperature in the first zone of the twin-screw extruder is 200°C; the screw temperature in the second zone to the fourth zone is 240-250°C, and the screw temperature from the fifth zone to the machine head is 230-240°C; the screw speed 300r / min.
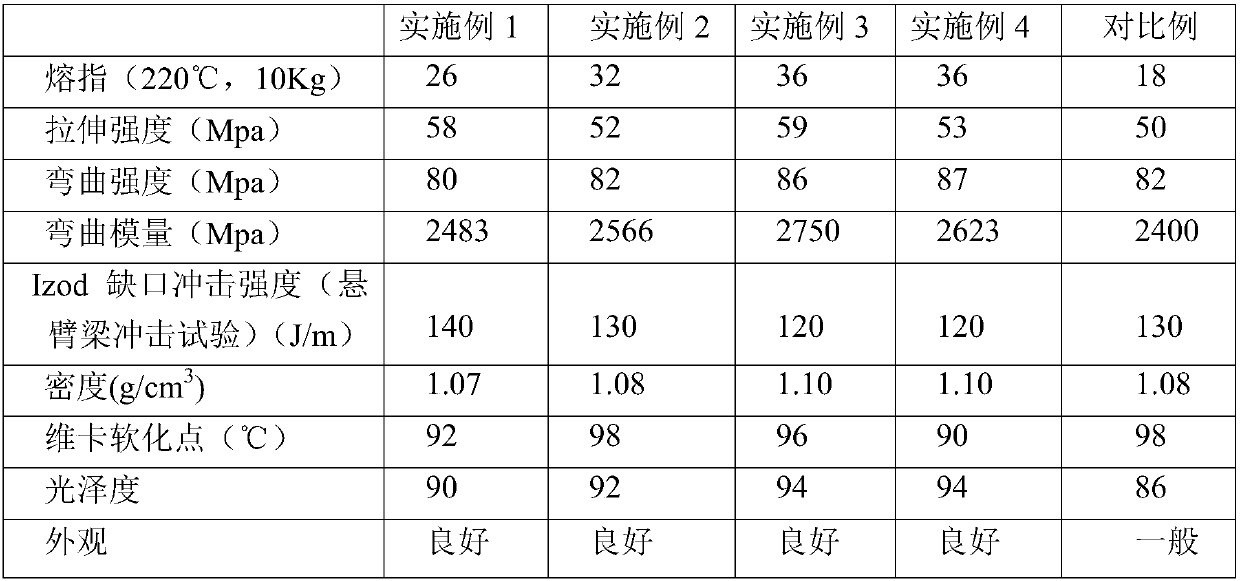
[0048] The prepared compound was injection-molded into a standard sample bar for testing according to the standard size, and the performance test results are shown in Table 2.
Embodiment 2
[0050] (1) Mix 60 parts of ABS HI-121H, 25 parts of PMMA-CM-205, 1 part of light and heat stabilizer DLTP and 0.3 part of lubricant liquid paraffin through high-speed stirring;
[0051] (2) Mix 10 parts of AS SP23, 5 parts of PX-220, and 3 parts of pearlescent toner at high speed and mix well.
[0052] (3) The mixture in the step (1) is sent into a twin-screw extruder, and the mixture in the step (2) is sent into a side feeding inlet, extruded and granulated;
[0053] In the step (3), the screw temperature in the first zone of the twin-screw extruder is 200°C; the screw temperature in the second zone to the fourth zone is 240-250°C, and the screw temperature from the fifth zone to the machine head is 230-240°C; the screw speed 400r / min.
[0054] The prepared compound was injection-molded into a standard sample bar for testing according to the standard size, and the performance test results are shown in Table 2.
Embodiment 3
[0056](1) Mix 40 parts of ABS HI-121H, 30 parts of PMMA-CM-205, 0.3 part of light and heat stabilizer DLTP and 0.5 part of lubricant silicone oil by high-speed stirring;
[0057] (2) Mix 20 parts of AS SP23, 10 parts of PX-220, and 5 parts of pearlescent toner at high speed and mix evenly.
[0058] (3) The mixture in the step (1) is sent into a twin-screw extruder, and the mixture in the step (2) is sent into a side feeding inlet, extruded and granulated;
[0059] In the step (3), the screw temperature in the first zone of the twin-screw extruder is 200°C; the screw temperature in the second zone to the fourth zone is 240-250°C, and the screw temperature from the fifth zone to the machine head is 230-240°C; the screw speed 400r / min.
[0060] The prepared compound was injection-molded into a standard sample bar for testing according to the standard size, and the performance test results are shown in Table 2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| gloss | aaaaa | aaaaa |
| refractive index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More