

Precision casting process of high-temperature alloy turbine
A technology of precision casting and superalloy, which is applied in the direction of manufacturing tools, casting molding equipment, metal processing equipment, etc., can solve problems such as shrinkage porosity, achieve the effects of reducing shrinkage porosity, facilitating rapid cooling, and solving the problems of oxidation and shrinkage porosity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] A precision casting process for a superalloy turbine, comprising the following steps:
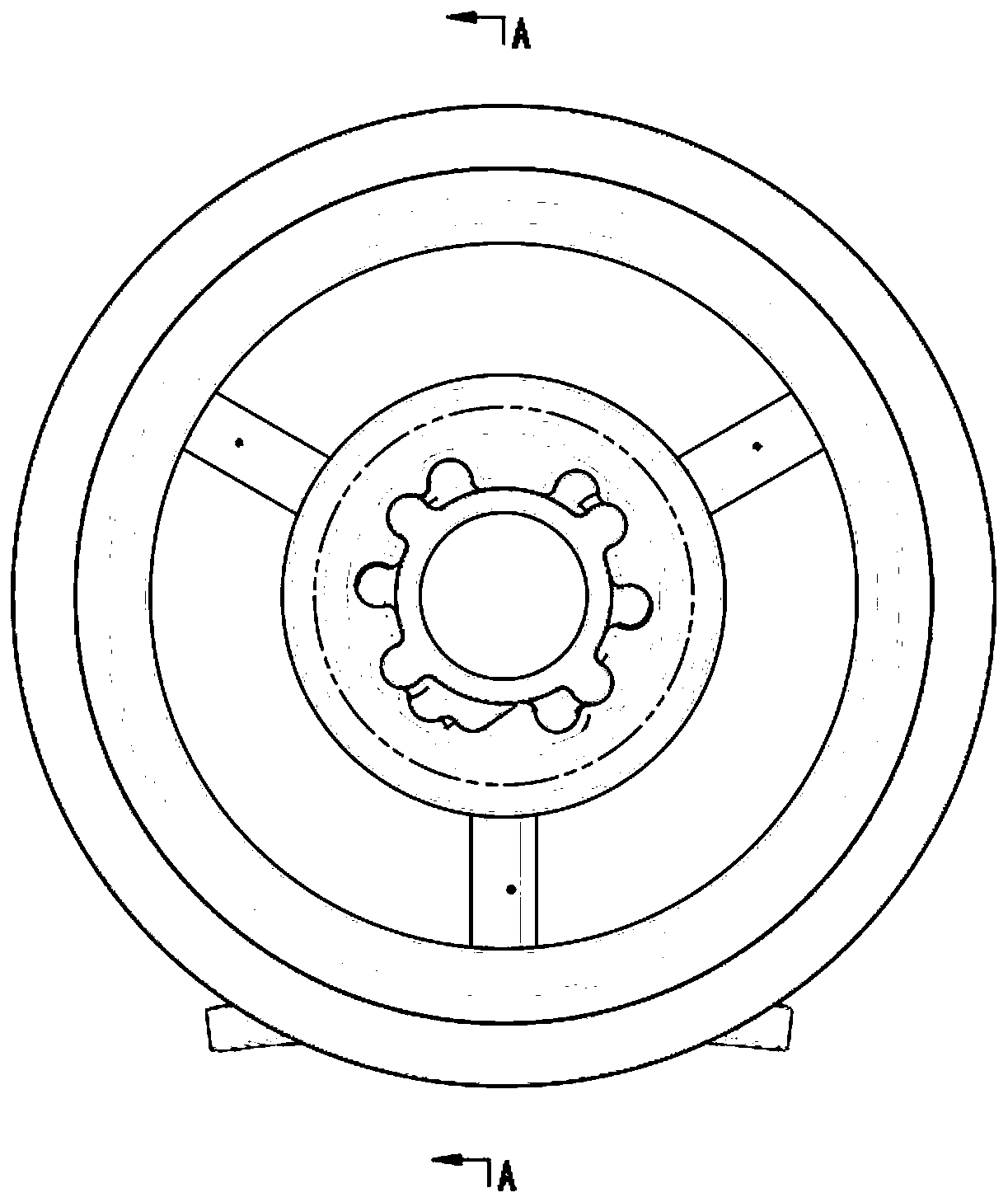
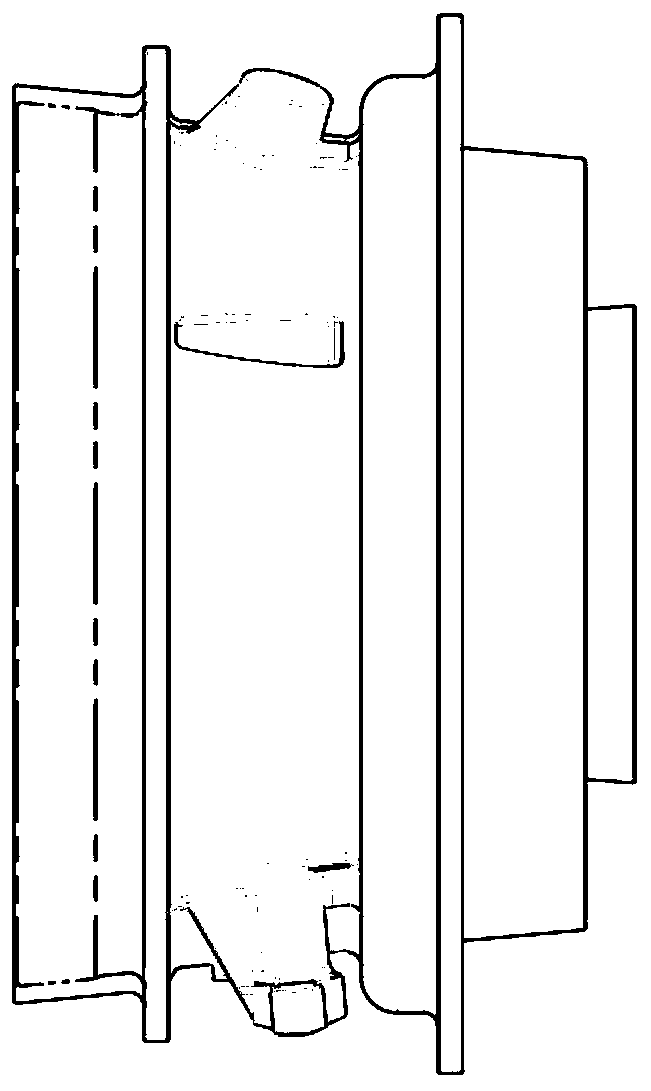
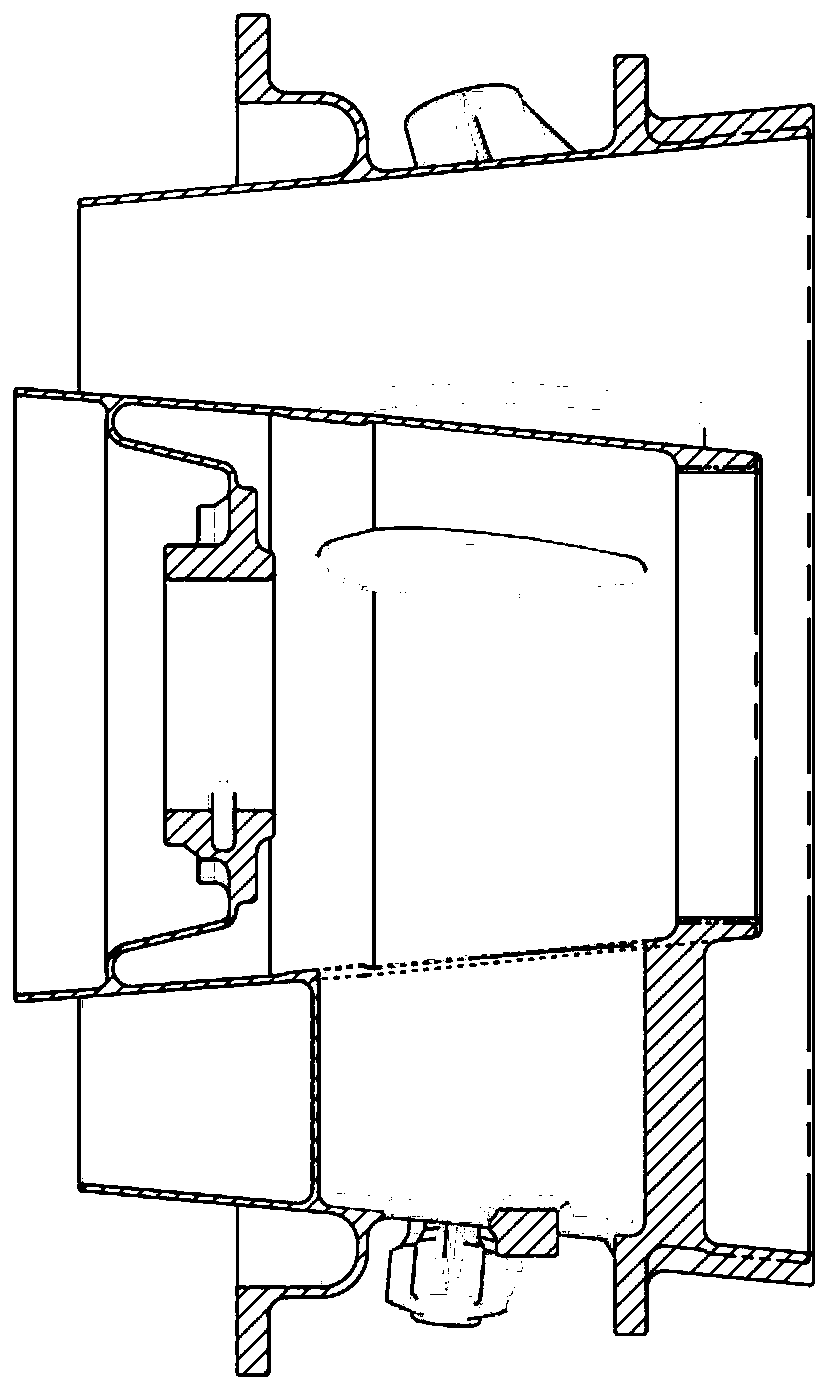
[0034] (1) Part mold design and manufacture: The part wax mold adopts the bottom injection design to ensure the overall filling of the wax mold. The mold material is forged aluminum 6061. The overall mold is a box structure, which is composed of 40 live blocks. Figure 1~3 mold shown;
[0035] (2) Ceramic core preparation: Due to the complex structure of the inner cavity of the part, the inner cavity of the part is filled with a ceramic core. The ceramic core is aluminum-based ceramics, and the surface is coated with cobalt aluminate to reduce shrinkage porosity on the surface of the part. The mass fraction of alumina 99.5%, cobalt aluminate 0.5%, prepared Figure 10~12 mold shown;
[0036] (3) Preparation of shell slurry: the surface layer slurry is mixed with quick-drying silica sol, zircon powder, and cobalt aluminate powder at a weight ratio of 2:10:1, and stirred for 24 hours ...
Embodiment 2
[0042] A precision casting process for a superalloy turbine, comprising the following steps:
[0043] (1) Part mold design and manufacture: The part wax mold adopts the bottom injection design to ensure the overall filling of the wax mold. The mold material is forged aluminum 6061. The overall mold is a box structure, which is composed of 40 movable blocks;
[0044] (2) Ceramic core preparation: Due to the complex structure of the inner cavity of the part, the inner cavity of the part is filled with a ceramic core. The ceramic core is aluminum-based ceramics, and the surface is coated with cobalt aluminate to reduce shrinkage porosity on the surface of the part. The mass fraction of alumina is 99%, cobalt aluminate 1%, and the mold is prepared;
[0045] (3) Preparation of shell slurry: the surface layer slurry is mixed with quick-drying silica sol, zircon powder, and cobalt aluminate powder at a weight ratio of 2.5:10.5:0.8, and stirred for 24 hours until the slurry is evenly ...
Embodiment 3
[0051] A precision casting process for a superalloy turbine, comprising the following steps:
[0052] (1) Part mold design and manufacture: The part wax mold adopts the bottom injection design to ensure the overall filling of the wax mold. The mold material is forged aluminum 6061. The overall mold is a box structure, which is composed of 40 movable blocks;
[0053] (2) Ceramic core preparation: Due to the complex structure of the inner cavity of the part, the inner cavity of the part is filled with a ceramic core. The ceramic core is aluminum-based ceramics, and the surface is coated with cobalt aluminate to reduce shrinkage porosity on the surface of the part. The mass fraction of alumina is 99%, cobalt aluminate 1%, and the mold is prepared;
[0054] (3) Preparation of shell slurry: the surface layer slurry is mixed with quick-drying silica sol, zircon powder, and cobalt aluminate powder at a weight ratio of 2.5:10:1, and stirred for 24 hours until the slurry is evenly mixe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More