Ultra-low carbon steel coil plate for ultra-thin shell of oil filter and manufacturing method thereof
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
An oil filter, ultra-low carbon steel technology, applied in the field of metal material manufacturing
Active Publication Date: 2019-09-10
新余钢铁股份有限公司 +1
View PDF6 Cites 2 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0004] The technical problem to be solved by the present invention is to provide an ultra-low carbon steel coil for an ultra-thin casing of an oil filter and a manufacturing method thereof to produce ultra-low carbon steel with a thinner thickness range in view of the deficiencies in the prior art Coil, the ultra-low carbon steel coil has higher strength, higher ductility, uniform structure and performance, no cracking in stamping, no tensile strain lines, uniform deformation of deep-drawing circular parts, no or reduced stress Ear defects and other advantages, the ultra-thin range of 0.30-0.44mm thick meets the pressure-bearing and deformation-resistant requirements of the ultra-thin shell of the oil filter. At the same time, the production process of the ultra-low carbon steel coil is simple, easy to operate, and high in production efficiency.
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0060] This embodiment produces an ultra-low carbon steel coil with a thickness of 0.44 mm for an ultra-thin casing of an oil filter, and the ultra-low carbon steel coil:
[0061] S1, through converter smelting, RH furnace refining, continuous casting into slabs with the following weight percentages: C: 0.0048%, Si: 0.019%, Mn: 0.46%, P: 0.012%, S: 0.008%, Al: 0.046%, Ti: 0.066%, N: 0.0028%, the rest is Fe and other unavoidable impurities;
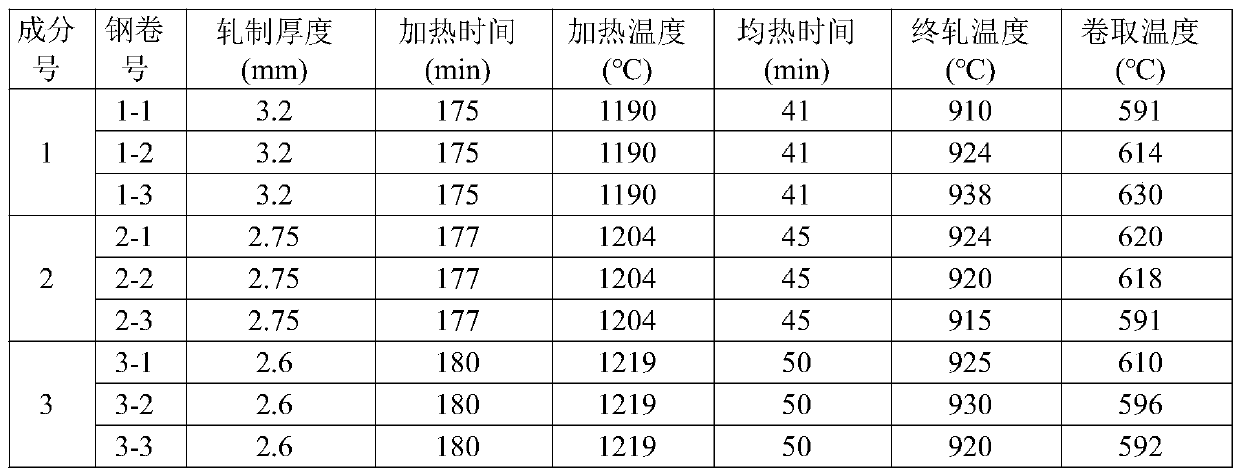
[0062] S2, hot rolling: the slab is heated to 1190°C, the heating time is 175min, the soaking time is 41min, and then the hot-rolled plate is obtained through rough rolling and finish rolling, and the finish rolling temperature is 910-938°C, and then the The hot-rolled sheet is subjected to laminar cooling, and coiled into a hot-rolled coil after cooling at a coiling temperature of 591 to 630°C;
[0064] S4, annealing treatment: the temperature of the soaking...
Embodiment 2
[0067] This embodiment produces an ultra-low carbon steel coil with a thickness of 0.33 mm for an ultra-thin casing of an oil filter, and the ultra-low carbon steel coil:
[0068] S1, through converter smelting, RH furnace refining, continuous casting into slabs with the following weight percentages: C: 0.0030%, Si: 0.015%, Mn: 0.53%, P: 0.010%, S: 0.005%, Al: 0.070%, Ti: 0.070%, N: 0.0025%, the rest is Fe and other unavoidable impurities;
[0069] S2, hot rolling: the slab is heated to 1204°C, the heating time is 177min, the soaking time is 45min, and then the hot-rolled plate is obtained through rough rolling and finish rolling, and the finish rolling temperature is 915-924°C, and then the The hot-rolled sheet is subjected to laminar cooling, and coiled into a hot-rolled coil after cooling at a coiling temperature of 591-620°C;
[0071] S4, annealing treatment: the temperature of the soaking s...
Embodiment 3
[0074] This embodiment produces an ultra-low carbon steel coil with a thickness of 0.30mm for an ultra-thin casing of an oil filter, and the ultra-low carbon steel coil:
[0075] S1, through converter smelting, RH furnace refining, continuous casting into slabs with the following weight percentages: C: 0.0038%, Si: 0.016%, Mn: 0.50%, P: 0.008%, S: 0.003%, Al: 0.060%, Ti: 0.082%, N: 0.0020%, the rest is Fe and other unavoidable impurities;
[0076] S2, hot rolling: the slab is heated to 1210°C, the heating time is 180min, the soaking time is 50min, and then the hot-rolled plate is obtained through rough rolling and finish rolling, and the finish rolling temperature is 920-930°C, and then the The hot-rolled sheet is subjected to laminar cooling, and coiled into a hot-rolled coil after cooling, with a coiling temperature of 592-610°C;
[0078] S4, annealing treatment: the temperature of the soakin...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
thickness
aaaaa
aaaaa
surface roughness
aaaaa
aaaaa
hardness
aaaaa
aaaaa
Login to View More
Abstract
The invention discloses an ultra-low carbon steel coil plate for an ultra-thin shell of an oil filter and a manufacturing method thereof. The ultra-low carbon steel coil plate comprises the followingchemical components according to the weight percentage: 0.0028 to 0.0050% of C, less than or equal to 0.030% of Si, 0.45 to 0.55% of Mn, less than or equal to 0.012% of P, less than or equal to 0.008%of S, 0. 045-0.080% of Al, 0.065-0.085% of Ti, and less than or equal to 0.0030% of N. The manufacturing method comprises the following steps of: heating a plate blank, and carrying out rough rollingand finish rolling to obtain a hot rolled plate, wherein the coiling temperature is 590-630 DEG C; and carrying out cold rolling on the hot rolled plate to obtain the ultra-low carbon steel coil plate with the thickness of 0.30 to 0.44 mm, wherein the reduction ratio of cold rolling is 80 to 90%, the annealing temperature is 700 to 760 DEG C, the elongation of temper rolling is 1.0 to 2.0% , andthe elongation of straightening and withdrawal is 0.03 to 0.10%. The ultra-low carbon steel coil plate has the Rel of 220-270MPa, Rm of 330-390MPa, hardness of 54-60HR30T, and elongation A80 of greater than or equal to 40%. The ultra-low carbon steel coil plate has relatively high hardness, relatively good ductility, uniform structure property, good isotropic homogeneity and good deep-drawing property, does not generate earing, can completely replace the traditional 0.50-0.70mm thick material, and meets the requirements on thinning and weight reduction of automotive parts.
Description
technical field [0001] The invention relates to the technical field of metal material manufacturing, in particular to the technical field of cold-rolled steel strip manufacturing, in particular to an ultra-low carbon steel coil for an ultra-thin casing of an oil filter and a manufacturing method thereof. Background technique [0002] The oil filter is composed of a shell and a paper filter element, the paper filter element is inside the shell, and the shell is sealed with a threaded cover. The dirty oil pumped by the oil pump enters from 4 to 10 small holes reserved on the threaded cover plate, pushes the one-way valve at the opening of the oil filter and enters the periphery of the filter element, and after being filtered by the filter element, the clean oil enters the middle of the filter element , and then discharged from the oil outlet in the middle of the threaded cover plate to lubricate each movement pair of the car. The oil filter is mainly used to remove impurities...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.




 Login to View More
Login to View More