

Method for preparing enamel arc plate with radius r larger than 3000 mm
A circular arc plate and enamel technology, which is applied in the field of architectural decoration, can solve the problems of inability to guarantee the radian, burst porcelain, easy to appear cracks, etc., and achieve the effect of improving the first pass rate, economical production cost, and reducing firing deformation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
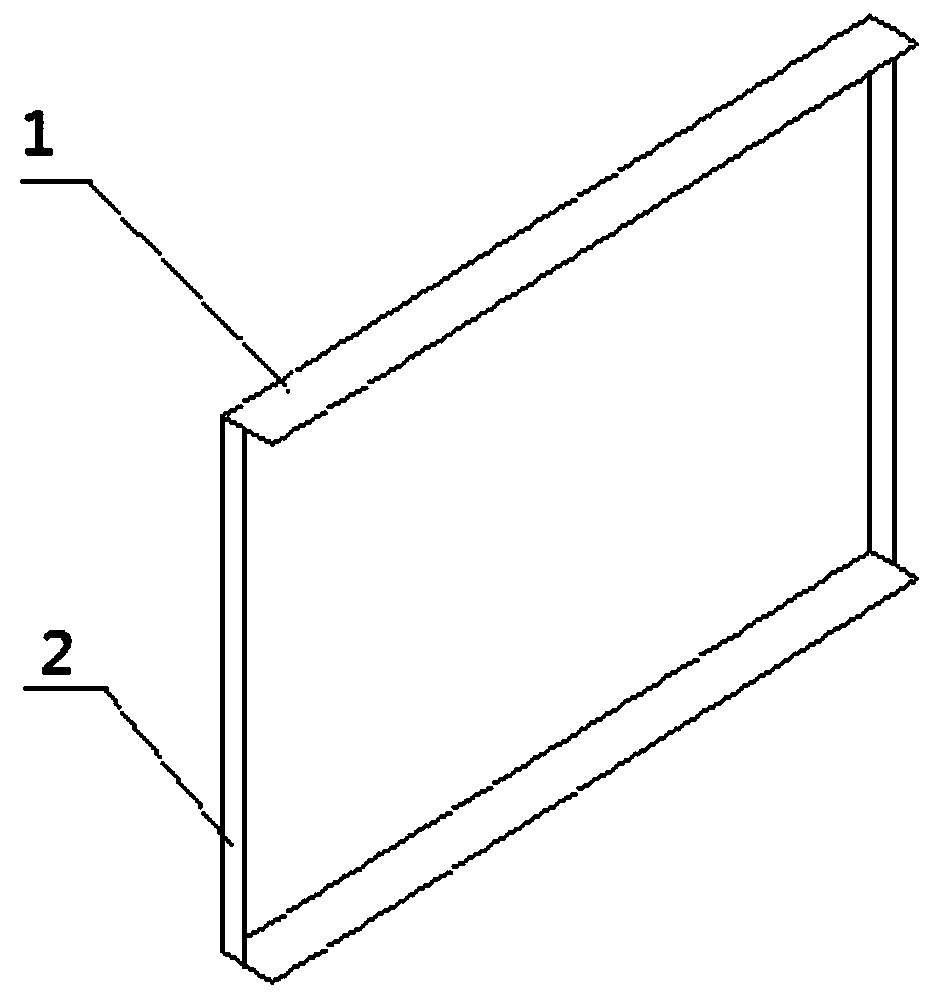
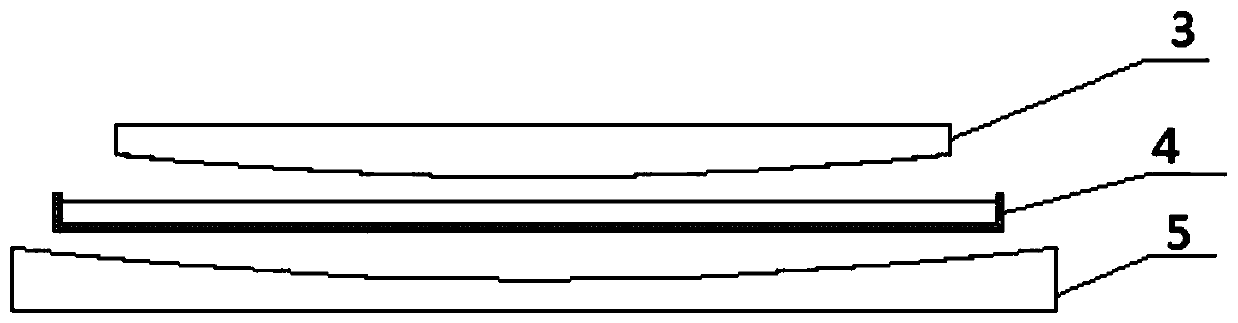
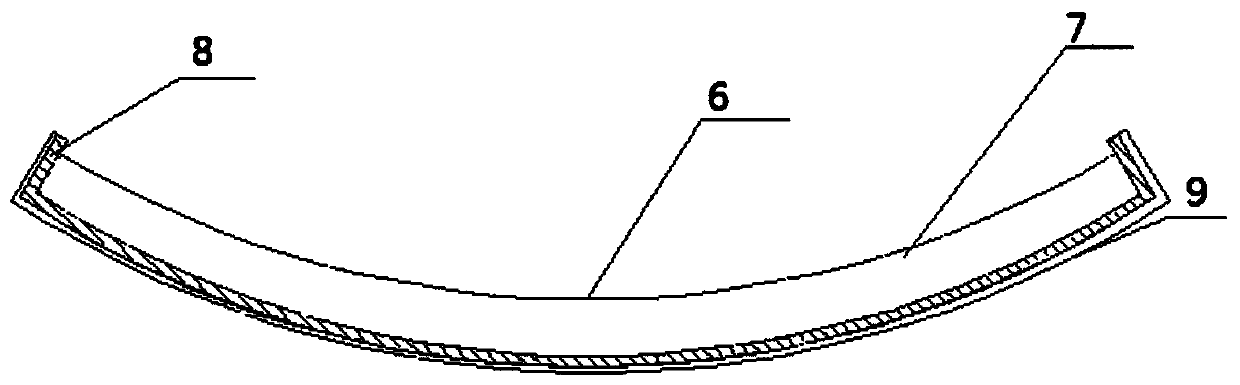
[0062] The method for preparing an enamel arc plate with a radius of 4000mm and a radius of r>3000mm includes the following steps: selecting an enamel steel with a carbon content of less than 0.008% and a thickness of 1.5mm as the plate, laser cutting the required size; bending the plate corners, The height of the longitudinal hemming is 6mm, the height of the transverse hemming is 22mm; the corners of the plate are fully welded; welding and grinding; the surface of the plate is degreasing, pickling, and drying, the drying temperature is 160℃, and the drying time is 22min; select moisture The glaze content is 30%, the plate is sprayed on both sides by wet spraying. The spraying thickness of the base glaze is 80um, and the spraying thickness of the top glaze is 80um; high-temperature firing, the firing temperature is 800℃, and the firing time is 4min; surface coating; crimping aluminum honeycomb core; molding to form arc plate, then crimping galvanized steel plate, packing and st...
Embodiment 2
[0064] The method for preparing an enamel arc plate with a radius of 5000mm and a radius of r>3000mm includes the following steps: selecting an enamel steel with a carbon content of less than 0.008% and a thickness of 1.6mm as the plate, laser cutting the required size; bending the corners of the plate, The height of the longitudinal hemming is 6mm, the height of the transverse hemming is 22mm; the corners of the plate are fully welded; welding and grinding; the surface of the plate is degreasing, pickling, and drying, the drying temperature is 160℃, and the drying time is 22min; select moisture For glaze with a content of 40%, the plate is sprayed on both sides by wet spraying. The spraying thickness of the base glaze is 90um, and the spraying thickness of the top glaze is 90um; for high-temperature firing, the firing temperature is 820℃, and the firing time is 4min; surface coating; crimping aluminum honeycomb core; molding to form arc plate; crimping galvanized steel plate; p...
Embodiment 3
[0066] The method for preparing an enamel arc plate with a radius of 7000mm and a radius of r>3000mm includes the following steps: selecting an enameled steel with a carbon content of less than 0.008% and a thickness of 1.7mm as the plate, laser cutting the required size; bending the plate corners, The height of the longitudinal hemming is 14mm, the height of the transverse hemming is 28mm; the corners of the plate are fully welded; welding and polishing; the surface of the plate is degreased, pickled, and dried. The drying temperature is 180℃, and the drying time is 28min; select moisture The glaze with a content of 50% is sprayed on both sides of the plate by wet spraying. The spraying thickness of the base glaze is 120um, and the spraying thickness of the top glaze is 120um; high-temperature firing, the firing temperature is 840℃, and the firing time is 4.5min; surface coating; crimping aluminum honeycomb core; molding to form arc plate, crimping galvanized steel plate; packi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More