

Plastic machining method for improving comprehensive mechanical performance of 2A14 aluminum alloy plate material
A technology of aluminum alloy plate and comprehensive mechanics, which is applied in the field of aluminum alloy processing, can solve the problems of poor comprehensive mechanical properties of aluminum alloy, and achieve the effects of shortening high temperature residence time, improving fluidity and uniform plastic rheology
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
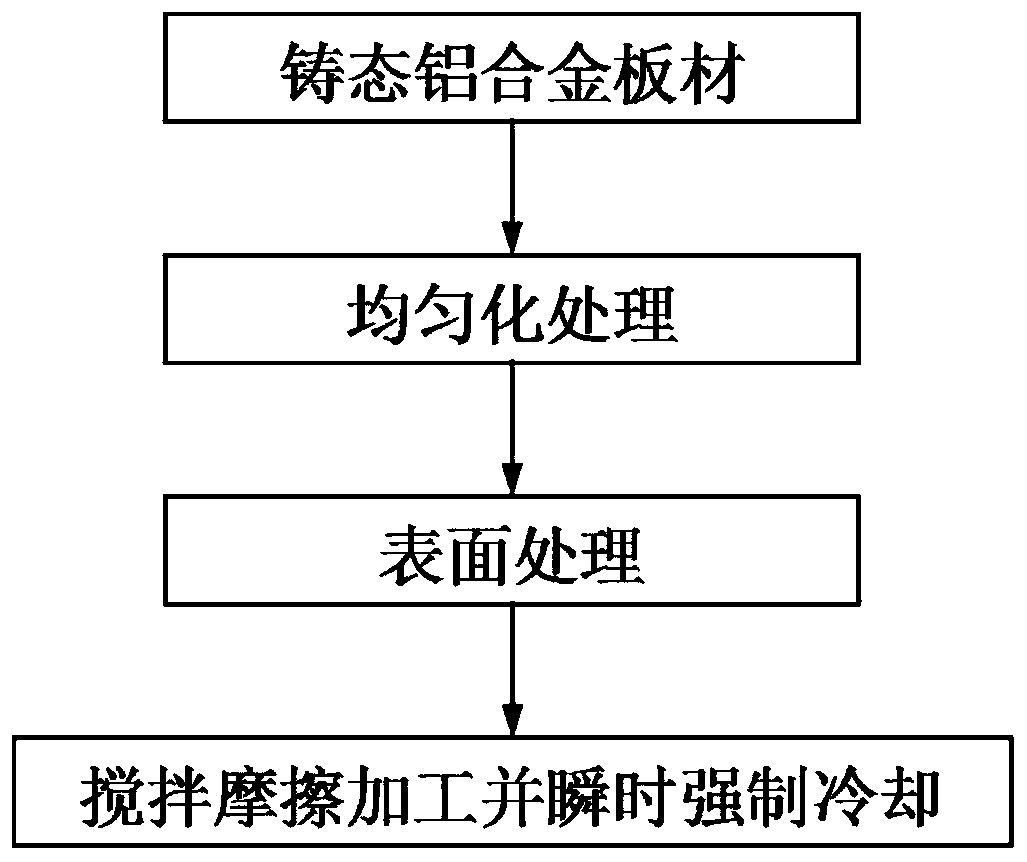
[0027] Homogenization treatment: saw the as-cast 2A14 aluminum alloy sheet to be processed according to the equipment size requirements to 150mm×300mm×5mm, put the sawed sheet in a furnace at room temperature, and homogenize it at 480°C for 12 hours. Cool the furnace to 160±2°C, then take it out of the heat treatment furnace and air cool to room temperature;
[0028] Surface treatment: After the homogenization treatment, the surface of the 2A14 aluminum alloy plate to be processed is polished with a grinder, cleaned physically (water-based cleaning agent), rinsed with water, and then dried with a hair dryer for later use;
[0029] Friction stir processing: clamp the surface-treated 2A14 aluminum alloy plate to the friction stir welding equipment for single-pass friction stir processing, and instantaneously force cooling. The cooling liquid is flowing water at 24±2°C for edge friction stir processing Cool on the side.
[0030] Machining treatment: The 2A14 aluminum alloy sheet...
Embodiment 2
[0032] Homogenization treatment: saw the as-cast 2A14 aluminum alloy plate to be processed according to the equipment size requirements to 150mm×300mm×5mm, put the sawed plate in a furnace at room temperature, and homogenize it at 460°C for 14 hours. Cool the furnace to 160±2°C, then take it out of the heat treatment furnace and air cool to room temperature;
[0033] Surface treatment: Use a grinder to polish the surface of the homogenized 2A14 aluminum alloy plate to be processed, rinse it with water after physical cleaning, and then dry it with a hair dryer for later use;
[0034] Friction stir processing: Clamp the surface-treated 2A14 aluminum alloy plate to the friction stir welding equipment for single-pass friction stir processing and instantaneous forced cooling. The cooling liquid is flowing water at 24±2°C. cool down.
[0035] Machining treatment: The 2A14 aluminum alloy sheet after friction stir processing is machined to remove the non-friction stir processing area...
Embodiment 3
[0037] Homogenization treatment: saw the as-cast 2A14 aluminum alloy plate to be processed according to the equipment size requirements to 150mm×300mm×5mm, put the sawed plate in a furnace at room temperature, and homogenize it at 490°C for 10 hours. Cool the furnace to 160±2°C, then take it out of the heat treatment furnace and air cool to room temperature;
[0038] Surface treatment: After the homogenization treatment, the surface of the area to be processed of the 2A14 aluminum alloy plate is polished with a grinder, washed with water after physical cleaning, and then dried with a hair dryer for later use;
[0039] Friction stir processing: Clamp the surface-treated 2A14 aluminum alloy plate to the friction stir welding equipment for single-pass friction stir processing and instantaneous forced cooling. The cooling liquid is flowing ice water at 2±2°C for edge friction stir processing Cool on the side.
[0040] Machining treatment: The 2A14 aluminum alloy sheet after frict...
PUM
| Property | Measurement | Unit |
|---|---|---|
| The average particle size | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More