Multi-directional integral hot-pressing partitioning die for negative-angle parts and forming method
A technology of hot press forming and negative angle, which is applied in the field of precision sheet metal processing, which can solve problems such as complex processing procedures, reduced mechanical properties of parts, and easy deformation of parts, so as to avoid the decline of mechanical properties, strong applicability, and short production cycle Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
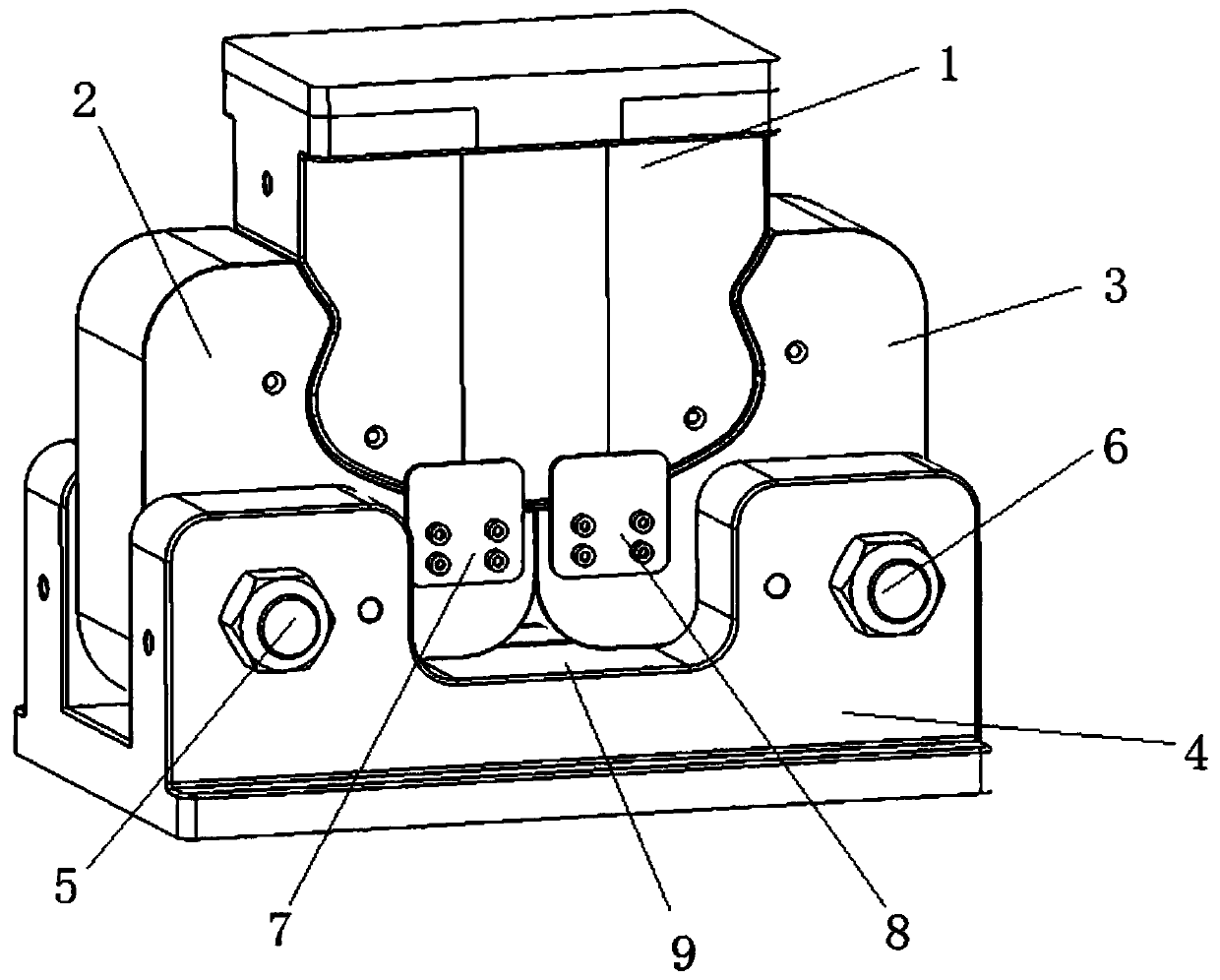
[0049] A specific embodiment of the present invention discloses a multi-directional integral hot-pressing block mold for negative angle parts, which includes: a convex mold 1, a concave mold, a base 4, a baffle plate, a rotating shaft and a top block 9.
[0050] Specifically, the concave mold includes: a left half mold 2 and a right half mold 3. The lower surface of the punch 1 has the same shape as the upper surface of the parts to be formed by hot pressing. The upper surfaces of the left half mold 2 and the right half mold 3 together form the upper surface of the concave mold. The upper surface of the concave mold and the parts to be formed by hot pressing The shape of the bottom surface is the same. The sheet metal is placed between the punch 1 and the female mold, and the punch 1 and the left half mold 2 and the right half mold 3 are used to couple and compact the sheet, and the sheet is hot-pressed at one time to obtain a negative shape of the desired shape. Angle parts.
[...
Embodiment 2
[0070] This embodiment provides a multi-directional integral hot-press forming method for negative-angle parts, which mainly uses the multi-directional integral hot-pressing sub-mold for negative-angle parts provided in the first embodiment to perform multi-directional integral hot pressing on the sheet to obtain negative-angle parts, including The following steps:
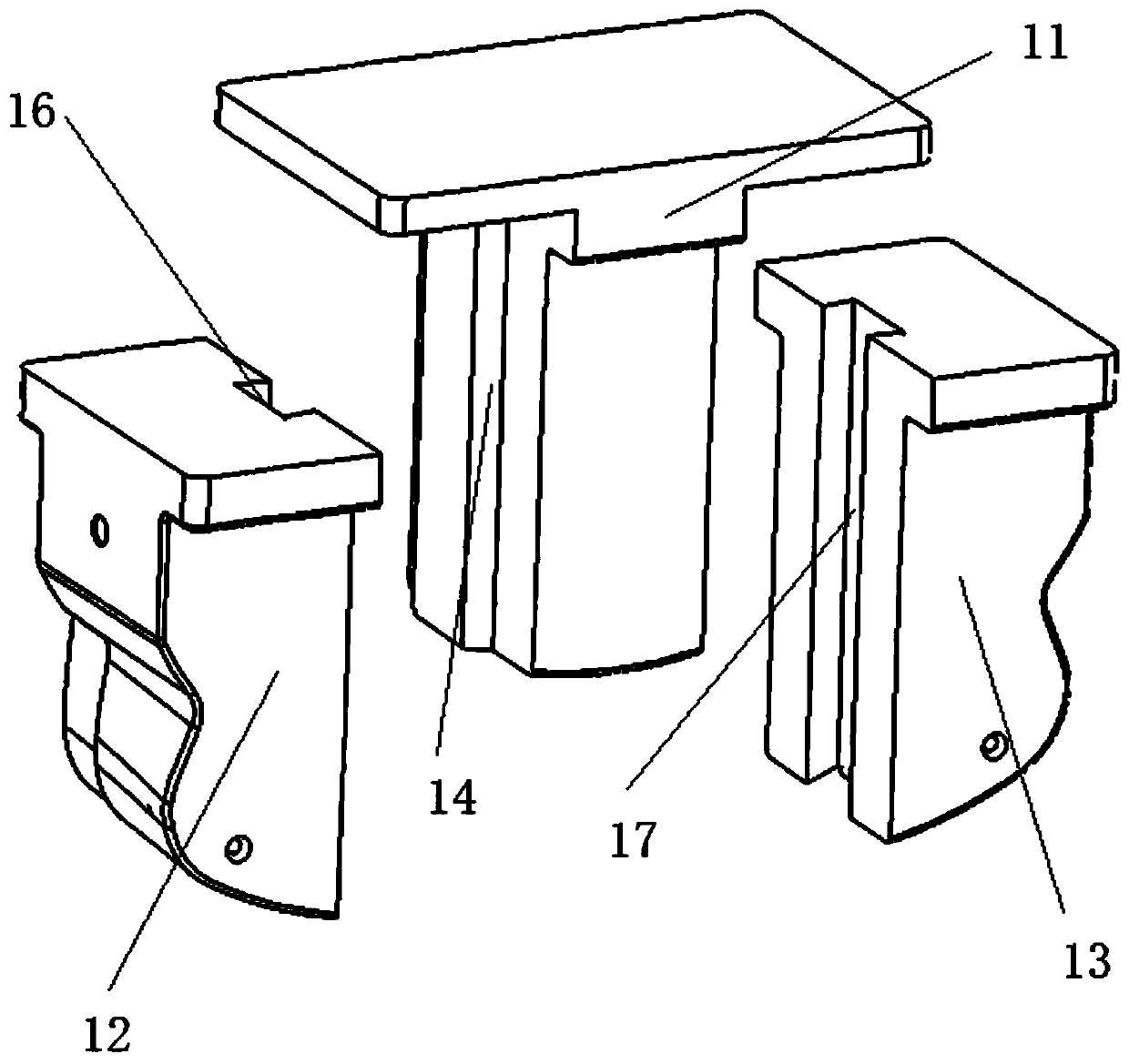
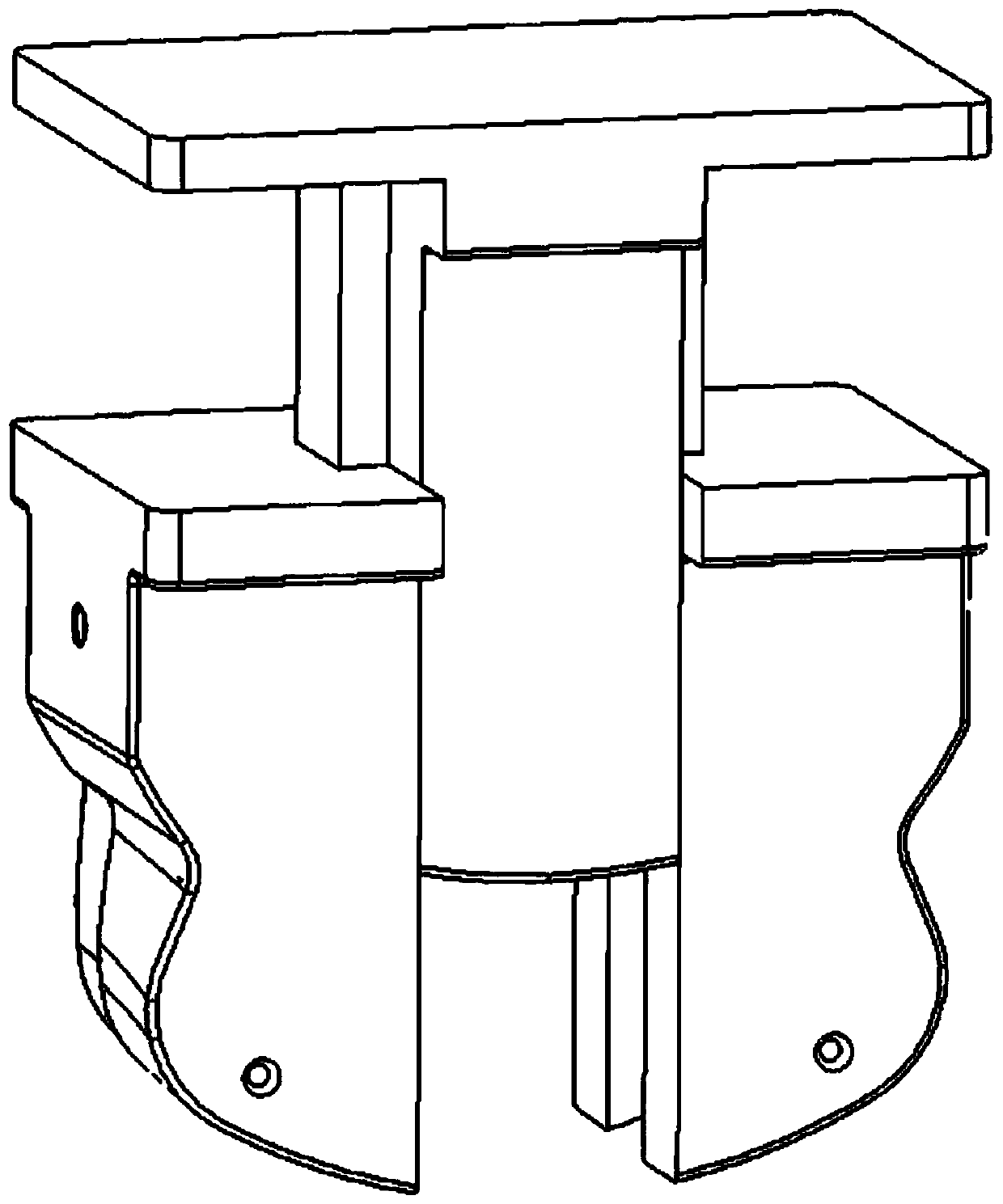
[0071] Step 1: Mold manufacturing. According to the three-dimensional model of the negative angle part to be formed, a multi-directional integral hot-pressing block mold is made. The multi-directional integral hot pressing sub-mold includes: a convex mold 1, a concave mold, a base 4, a top block 9, a shaft and a baffle plate. The convex mold 1 includes an insert block 11, a left block 12 and a right block 13. The concave mold includes The left half mold 2 and the right half mold 3 are installed symmetrically, the concave mold and the base 4 are installed through a rotating shaft, and the baffle plate is installed on...
Embodiment 3
[0092] This example provides a multi-directional integral hot-press forming method for aluminum alloy negative angle cover parts; the material of this part is 5A06 aluminum alloy, the thickness is 2.5mm, the length, width and height are 310mm×160mm×100mm, and the part model is as follows Figure 7 Shown. The specific method steps of this example are as follows:
[0093] Step 1. According to the 3D model of the 5A06 aluminum alloy cover, a negative-angle multi-directional integral hot pressing sub-mold is designed and manufactured. The mold structure is like figure 1 Shown.
[0094] The multi-directional integral hot pressing block mold is mainly composed of a convex mold 1, a left half mold 2, a right half mold 3, a base 4, a top block 9, a rotating shaft and a baffle plate. Among them, the male mold 1 and the female mold are designed in block form. The punch 1 is divided into a left block 12, a right block 13 and an insert block 11; the concave mold is divided into a left half ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com