

Work state detection method for punching production line equipment
A production line equipment and working state technology, which is applied in mechanical equipment, metal processing equipment, fluid pressure actuation system testing, etc., can solve problems such as not very economical and undesirable, single fault signal, and unable to predict the fault trend of the production line, etc., to achieve Reduce equipment maintenance costs, prolong service life, and reduce unnecessary inspection work
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
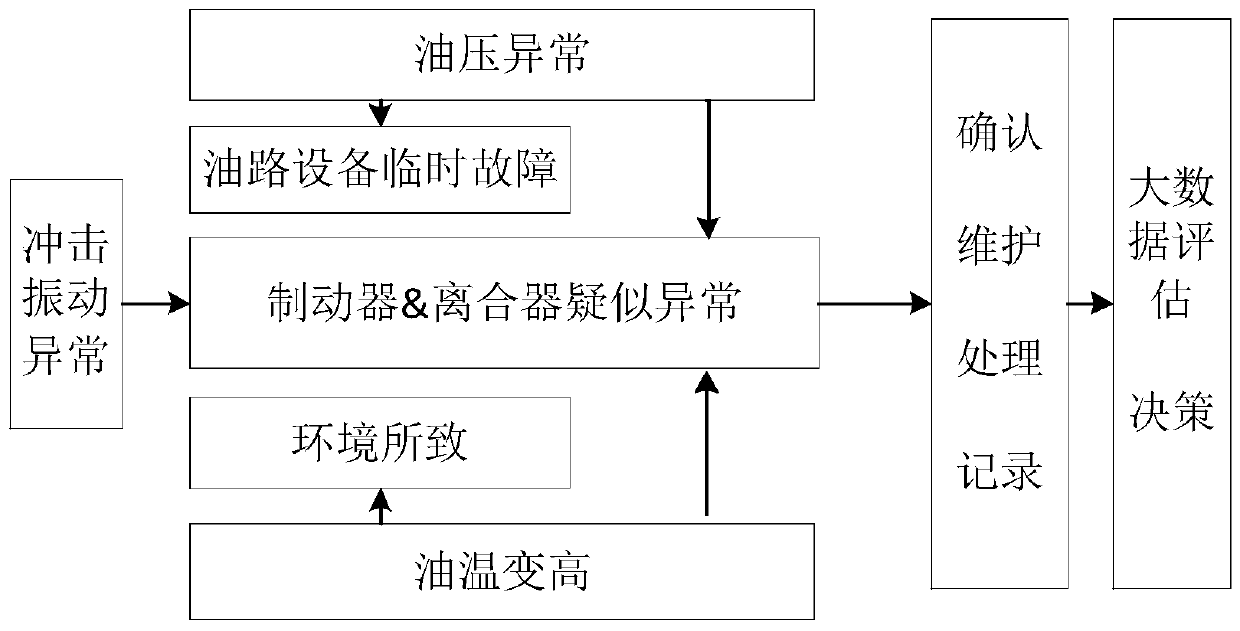
[0028] The core equipment of the stamping production line is the press equipment. The inside of the press equipment mainly controls the press equipment through brakes and clutches. Therefore, when constructing the detection method, focus on parameter detection and evaluation of brakes and clutches. A method for detecting the working status of equipment in a stamping production line, which includes the following steps: Step 1. Collect the oil pressure parameters F(I, T), oil temperature parameters F(X, T) and Shock and vibration parameters F(Y, T), the above parameters have different values based on time or position. Among them, T variable is unified as time variable, T=1, 2, 3,..., t, t+1, and the unit is machine Detection cycle, for example, data is collected once a week. Different values of T represent various parameters of brake & clutch at different times; I, X, and Y variables are position variables, and the values of I, X, Y are: 1, 2, 3...., m (assuming that the st...
Embodiment 2
[0037] The basic implementation steps of this embodiment are the same as those of the first embodiment. The oil pressure trend identification criterion involved can also be a single-point oil pressure time trend identification criterion, and the oil temperature change identification criterion can be a single-point oil temperature change with time. High recognition criterion, vibration trend recognition criterion can be a single point vibration time trend recognition criterion.
[0038] The difference is that the single-point oil pressure time trend identification criterion can be: obtain the oil pressure abnormal point, the oil pressure abnormal point is the oil pressure parameter collected at a single point and is higher than the oil pressure parameters of the two adjacent time points. The threshold h or both of the oil pressure parameters at two adjacent time points are lower than the threshold h, and the frequency of occurrence of abnormal oil pressure points is counted. When t...
Embodiment 3
[0044] The oil pressure trend recognition criterion involved in this embodiment is also the single-point oil pressure time trend recognition criterion, the oil temperature increase recognition criterion is the single-point oil temperature increase recognition criterion with time, and the vibration trend recognition criterion is single Point vibration time trend identification criterion.
[0045] The second embodiment studies the abnormality of the frequency of sudden convex points and sudden concave points in the data, and this embodiment studies the number of abnormal increase or decrease changes in the data as a whole. The single-point oil pressure time trend identification criterion can be: Obtain the oil pressure abnormal point, the oil pressure abnormal point is a sudden change in the average oil pressure parameter collected at a single point, if the number of oil pressure abnormal points reaches n, the criterion is established. In the specific operation, the oil pressure pa...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More