Method for diffusion spot welding with solid phase assistance by efficient liquid phase of Al/Mg dissimilar metal
A dissimilar metal, high-efficiency liquid phase technology, applied in metal processing equipment, welding/welding/cutting items, welding equipment, etc., can solve problems such as low strength and difficulty in meeting actual needs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
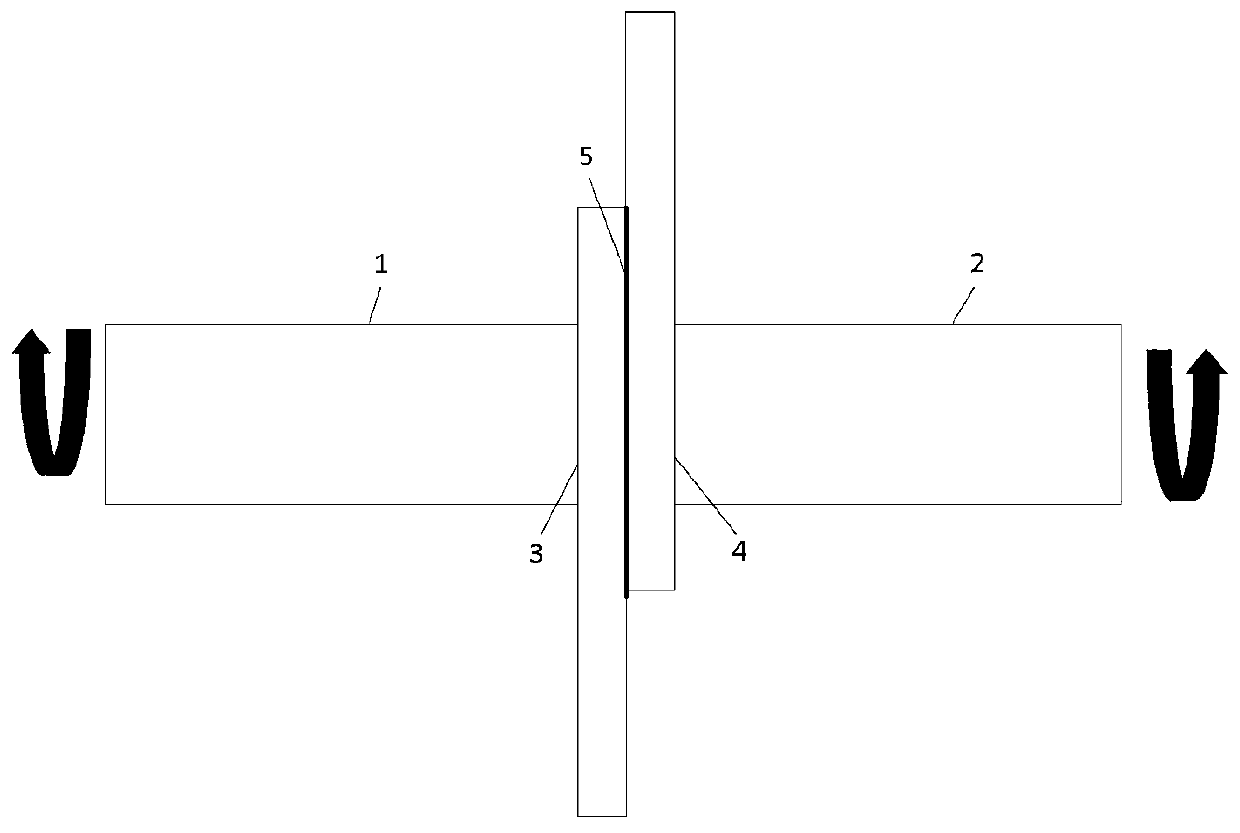
[0037] Schematic diagram of the diffusion spot welding process as figure 1 As shown, including the first friction head 1 and the second friction head 2 made of H13 steel, an aluminum plate 3 with a thickness of 2mm, a magnesium plate 4 with a thickness of 2mm, and a pure aluminum plate with a thickness of 0.1mm placed between the aluminum plate 3 and the magnesium plate 4 Sn metal foil 5; the first friction head 1 is in contact with the aluminum plate 3 and rotates at high speed, the second friction head 2 is in contact with the magnesium plate 4 and rotates at high speed, the rotation speed is 375r / min, the friction time is 9s, the metal foil 5 Melted into liquid metal; the first friction head 1 and the second friction head 2 squeeze and clamp each other to squeeze out the liquid metal, the relative extrusion amount is 0.8mm, and the holding time of extrusion and clamping is 18s; aluminum plate 3 and magnesium plate 4 Under the action of the clamping force of the first fricti...
Embodiment 2
[0039] Schematic diagram of the diffusion spot welding process as figure 1 As shown, it includes the first friction head 1 and the second friction head 2 made of nickel-based alloy, an aluminum plate 3 with a thickness of 2.5 mm, a magnesium plate 4 with a thickness of 2.5 mm, and a thickness of 0.15 mm between the aluminum plate 3 and the magnesium plate 4. mm Sn90-Zn10 metal foil 5; the first friction head 1 is in contact with the aluminum plate 3 and rotates at a high speed, the second friction head 2 is in contact with the magnesium plate 4 and rotates at a high speed, the rotation speed is 800r / min, and the friction time is 5s. The metal foil 5 is melted into liquid metal; the first friction head 1 and the second friction head 2 squeeze and clamp each other to squeeze out the liquid metal, the relative extrusion amount is 0.6mm, and the holding time of extrusion and clamping is 15s; the aluminum plate 3 The magnesium plate 4 is pressed together under the clamping force of...
Embodiment 3
[0041] Schematic diagram of the diffusion spot welding process as figure 1 As shown, it includes the first friction head 1 and the second friction head 2 made of H13 steel, an aluminum plate 3 with a thickness of 3.5mm, a magnesium plate 4 with a thickness of 3.5mm, and a thickness of 0.05mm placed between the aluminum plate 3 and the magnesium plate 4 Sn85-Zn15 metal foil 5; the first friction head 1 is in contact with the aluminum plate 3 and rotates at a high speed, the second friction head 2 is in contact with the magnesium plate 4 and rotates at a high speed, the rotation speed is 800r / min, and the friction time is 8s. The foil 5 is melted into liquid metal; the first friction head 1 and the second friction head 2 squeeze and clamp each other to squeeze out the liquid metal, the relative extrusion amount is 0.4mm, and the holding time of extrusion and clamping is 10s; the aluminum plate 3 and the The magnesium plate 4 is pressed together under the action of the clamping f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com