Large-size fine grain molybdenum rod and preparation method thereof
A large size, molybdenum rod technology, applied in the field of powder metallurgy, can solve the problems of no grain size and comprehensive mechanical properties, and achieve the effect of fine and uniform grain structure, fine grain and high pass rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0040] (1) Molybdenum powder selection: the selected particle size is 3.0μm, and the loose-loading ratio is 1.1g / cm 3 molybdenum powder as raw material;
[0041] (2) cold isostatic pressing forming: the molybdenum powder (pure molybdenum powder) selected in step (1) is put into the mould, and then pressurized under 150MPa pressure for 6 minutes to obtain a forming blank with a diameter of 205mm;
[0042] (3) High-temperature sintering: put the formed billet obtained in step (2) into an intermediate-frequency high-temperature hydrogen sintering furnace for sintering: heat up to 1200°C at a rate of 80°C / h, hold for 6 hours, and continue at a rate of 120°C / h Raise the temperature to 1900°C and keep it warm for 4 hours to obtain a sintered compact with a diameter of 180mm and a length of 900mm;
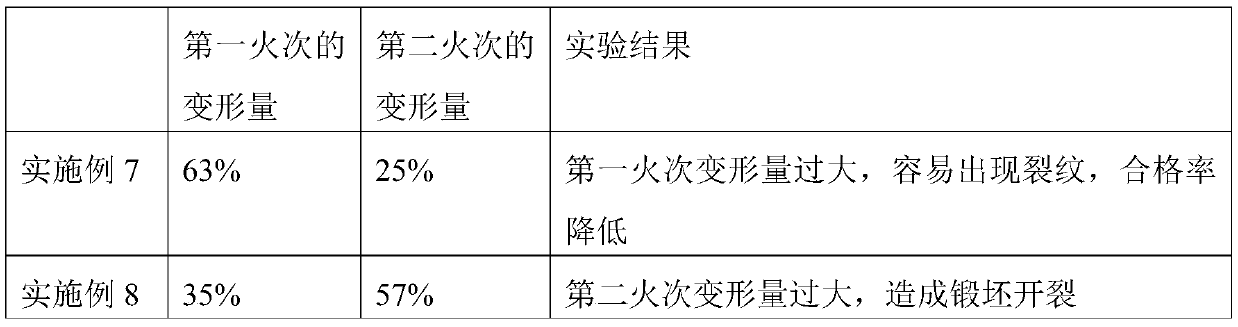
[0043] (4) Forging and deformation processing: the sintered billet obtained in step (3) is subjected to two times of rapid forging and deformation processing; wherein, the heating temper...
Embodiment 2
[0047] (1) Molybdenum powder selection: the selected particle size is 3.5μm, and the loose-pack ratio is 1.2g / cm 3 molybdenum powder as raw material;
[0048] (2) cold isostatic pressing forming: the molybdenum powder (pure molybdenum powder) selected in step (1) is put into the mould, and then pressurized under 180MPa pressure for 8 minutes to obtain a forming blank with a diameter of 270mm;
[0049] (3) High-temperature sintering: put the formed billet obtained in step (2) into an intermediate frequency high-temperature hydrogen sintering furnace for sintering, raise the temperature to 1200°C at a rate of 70°C / h, keep it warm for 8h, and continue at a rate of 110°C / h Raise the temperature to 1950°C and keep it warm for 5 hours to obtain a sintered compact with a diameter of 235mm and a length of 850mm;
[0050] (4) Forging deformation processing: The sintered billet obtained in step (3) is subjected to two times of rapid forging deformation processing, wherein the heating t...
Embodiment 3
[0054] (1) Selection of molybdenum powder: the selected particle size is 4μm, and the bulk ratio is 1.3g / cm 3 molybdenum powder as raw material;
[0055] (2) Cold isostatic pressing: put the molybdenum powder (pure molybdenum powder) selected in the first step into the mould, and hold the pressure for 10 minutes under a pressure of 200MPa to obtain a formed blank with a diameter of 350mm;
[0056] (3) High-temperature sintering: put the shaped blank obtained in step (2) into an intermediate frequency high-temperature hydrogen sintering furnace for sintering, raise the temperature to 1200°C at a rate of 60°C / h, keep it for 10h, and continue at a rate of 100°C / h Raise the temperature to 2000°C and keep it warm for 6 hours to obtain a sintered billet with a diameter of 305mm and a length of 750mm;
[0057] (4) Forging and deformation processing: the sintered billet obtained in step (3) is subjected to two times of rapid forging and deformation processing; wherein, the heating te...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| bulk density | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More