

Machining method of diesel engine valve blank
A processing method, diesel engine technology, applied in the field of valve processing, can solve the problems of failure to meet the design requirements, low valve fatigue strength, increased raw material consumption, etc., to achieve the effect of improving the strengthening effect, shortening the production cycle, and reducing the manufacturing cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0025] Embodiment one, a kind of processing method of diesel engine valve blank, it comprises the following steps:
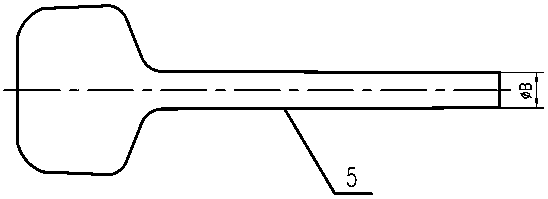
[0026] S1, hot heading forming, see figure 1 Firstly, the Nimonic80A bar with a diameter of 21mm is upset into the valve rough blank 5 on the electric heating upsetting machine, and then the valve rough blank 5 is put into the hot forging die and forged into a forging blank, so that the valve disc is formed.
[0027] S2, heat treatment, because Nimonic80A is an austenitic material, during the air cooling and annealing process after upsetting, the forging blank has no structural transformation, no large structural stress, and small thermal stress, so the post-forging annealing process of the blank is omitted Solid solution is directly carried out, and the waste heat after forging is used to directly carry out solid solution treatment, which reduces energy consumption and production cost. That is, after the hot forging is finished, the forging blank with a temper...
Embodiment 2
[0033] Embodiment two, a kind of processing method of diesel engine valve blank, it comprises the following steps:
[0034] S1, hot upsetting forming. Firstly, the Nimonic80A bar with a diameter of 35mm is upset on the electric heating upsetting machine to form a valve blank, and then the valve blank is put into a hot forging die for forging to form a forging blank, so that the valve disc is formed.
[0035] S2, heat treatment, after the hot forging, put the forging blank with a temperature of 1027°C into a high-temperature furnace for solution treatment, keep it at a temperature of 1060°C for 2 hours, and cool it to room temperature with water. Then put it into a medium-temperature furnace for aging treatment, keep it warm for 12 hours at a temperature of 780°C, and then come out of the furnace.
[0036] S3, deformation strengthening, aging treatment, put the forging blank into the deformation strengthening mold within 5s after being released from the furnace, and then use 16...
Embodiment 3
[0038] Embodiment three, a kind of processing method of diesel engine valve blank, it comprises the following steps:
[0039]S1, hot upsetting forming. Firstly, the Nimonic80A bar with a diameter of 29mm is upset on the electric heating upsetting machine to form a valve blank, and then the valve blank is put into a hot forging die for forging to form a forging blank, so that the valve disc is formed.
[0040] S2, heat treatment, put the forging blank with a temperature of 1037°C into a high-temperature furnace for solution treatment, keep it at a temperature of 1040°C for 3.5 hours, and cool it to room temperature with water. Then put it into a medium-temperature furnace for aging treatment, keep it warm for 11.5 hours at a temperature of 750°C, and then come out of the furnace.
[0041] S3, deformation strengthening, aging treatment, put the forging blank into the deformation strengthening mold within 4s after being released from the furnace, and then forge it once with a pre...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More