Niobium-containing axle for urban rails and subways and heat treatment technology thereof
A subway and process technology, applied in the field of alloy steel, can solve the problems that cannot meet the high-speed development needs of urban rail subways, the strength, toughness and fatigue performance of the proximal part, and the high production cost of axles, etc., and achieve excellent fatigue resistance. Excellent fatigue resistance, good strength and toughness combination effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1- Embodiment 4
[0047] A niobium-containing urban rail subway axle whose production process is: electric arc furnace or converter smelting→LF furnace refining→RH or VD vacuum degassing→continuous casting→slab heating furnace heating→axle billet rolling→axle billet forging → Rough turning of the rough axle → processing of the full end face of the axle → heat treatment process → finishing turning of the outer circle of the axle → outer cylindrical grinding → flaw detection.
[0048] Wherein heat treatment process comprises normalizing, quenching and tempering, embodiment 1-embodiment 4 produces the heat treatment process parameter that contains niobium city rail subway axle as follows:
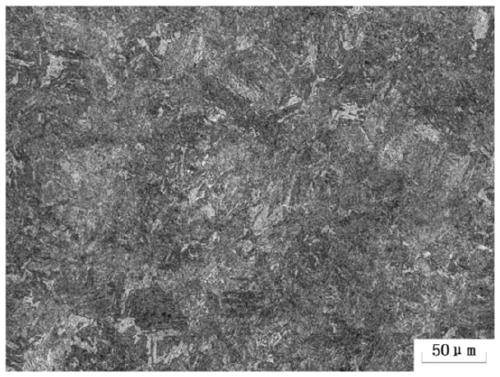
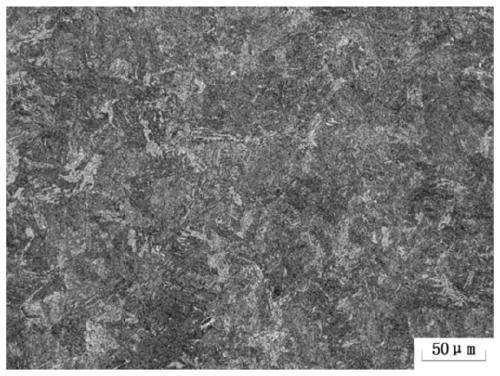
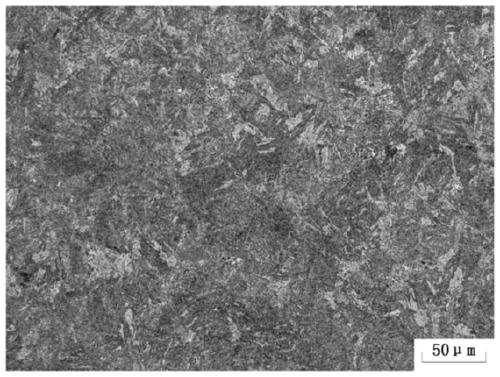
[0049] Normalizing: heat the forged rough axle of niobium-containing urban rail subway with a maximum diameter of 235mm and a length of 2200mm at a heating rate of 80°C / h to a temperature of 890°C, heat and hold at this temperature for 300min, and air cool to 200°C the following. After normalizing, not only th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com