

Method for avoiding belt breakage of cold-rolled hot forming steel welding line rolling mill
A hot-forming steel and rolling mill technology, applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of poor ductility, broken strip, and inability to meet deformation requirements of strip steel, and achieve accurate judgment and easy operation. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] A method for avoiding strip breakage in a cold-rolled hot-formed steel weld mill, comprising the following steps:
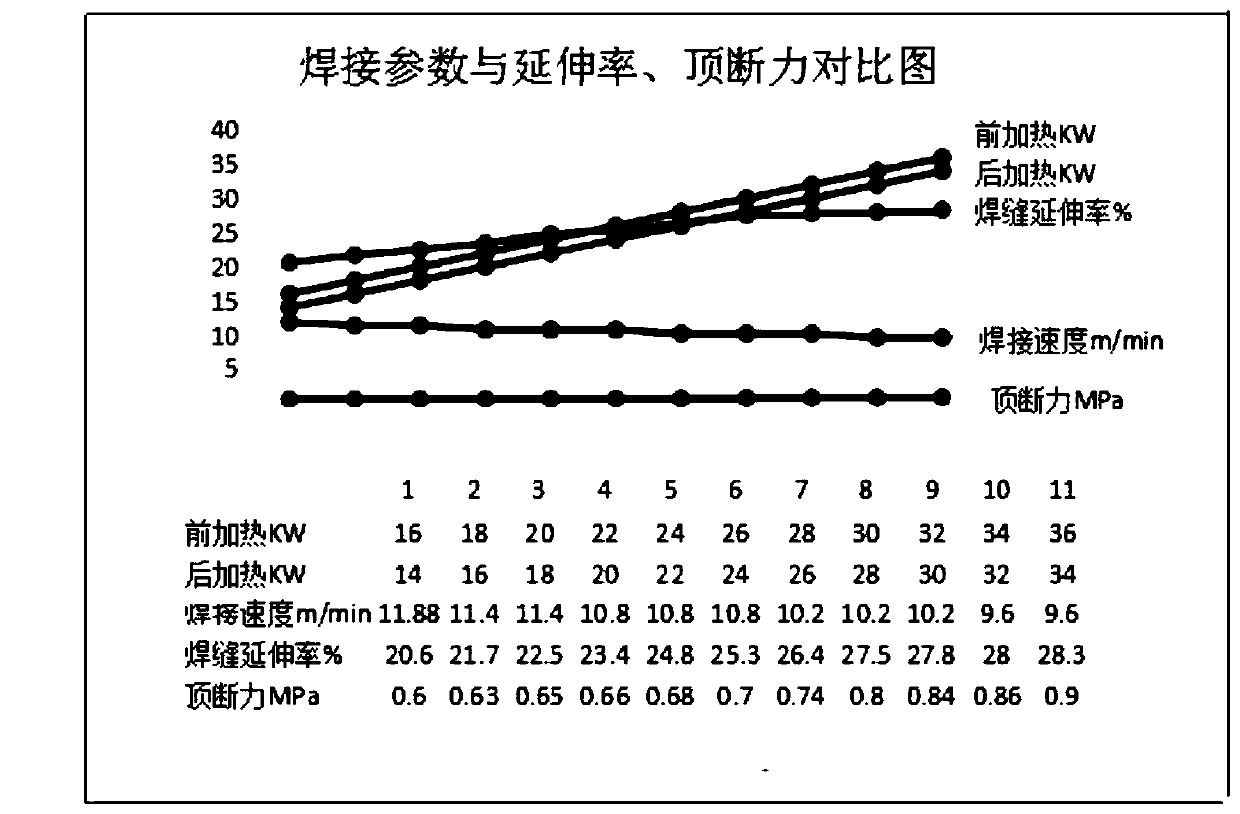
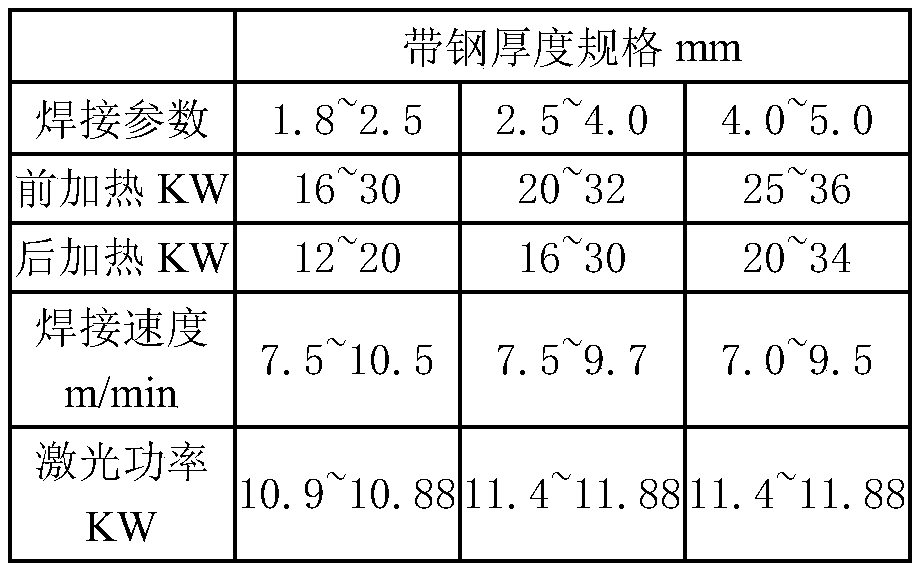
[0024] (1) In order to improve the extensibility of the weld, optimize the thermal parameters and welding speed before and after the laser welding machine:
[0025]
[0026] (2) Do low-temperature tempering treatment to the weld seam, and refine the grains in the heat-affected zone of the weld seam of the laser welding machine;
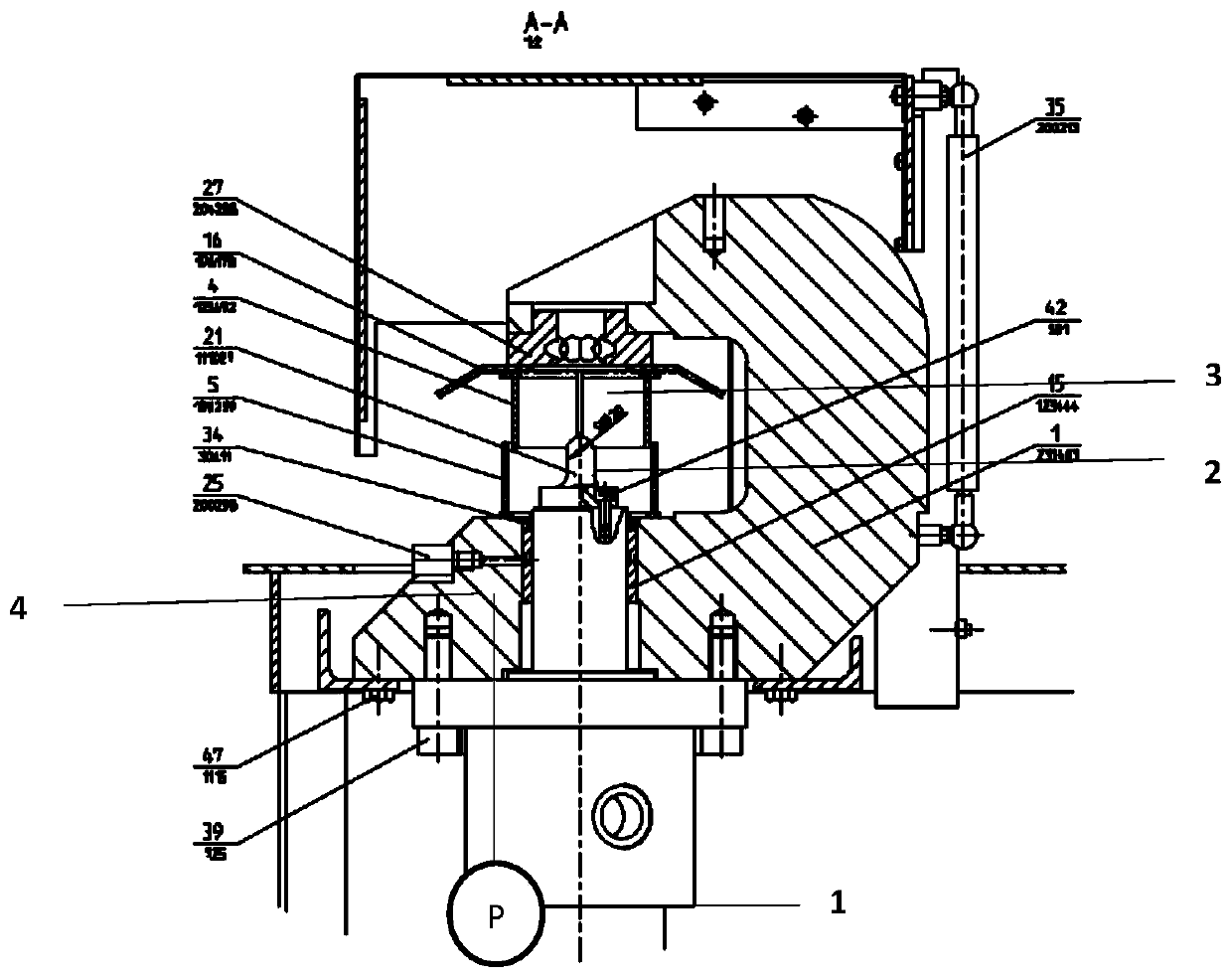
[0027] (3) A pressure detection instrument is added to the hydraulic jack-off system of the cup convex test machine used for testing the weld sample to detect the pressure when the weld is jacked off, and to judge the elongation performance of the weld according to the pressure when the weld is jacked off, and to judge the weld Seam quality, the criteria for determining whether the weld quality is qualified is that the following conditions must be met at the same time:
[0028] (1) The top fracture of the weld cracks along the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More