

Vacuum diffusion welding connection method of molybdenum-base high-temperature alloy honeycomb structure
A technology of vacuum diffusion welding and high temperature alloy, applied in welding equipment, welding equipment, non-electric welding equipment and other directions, can solve the problems of scrap TZM alloy honeycomb structure parts, unqualified welding seam quality, etc. The effect of weld cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
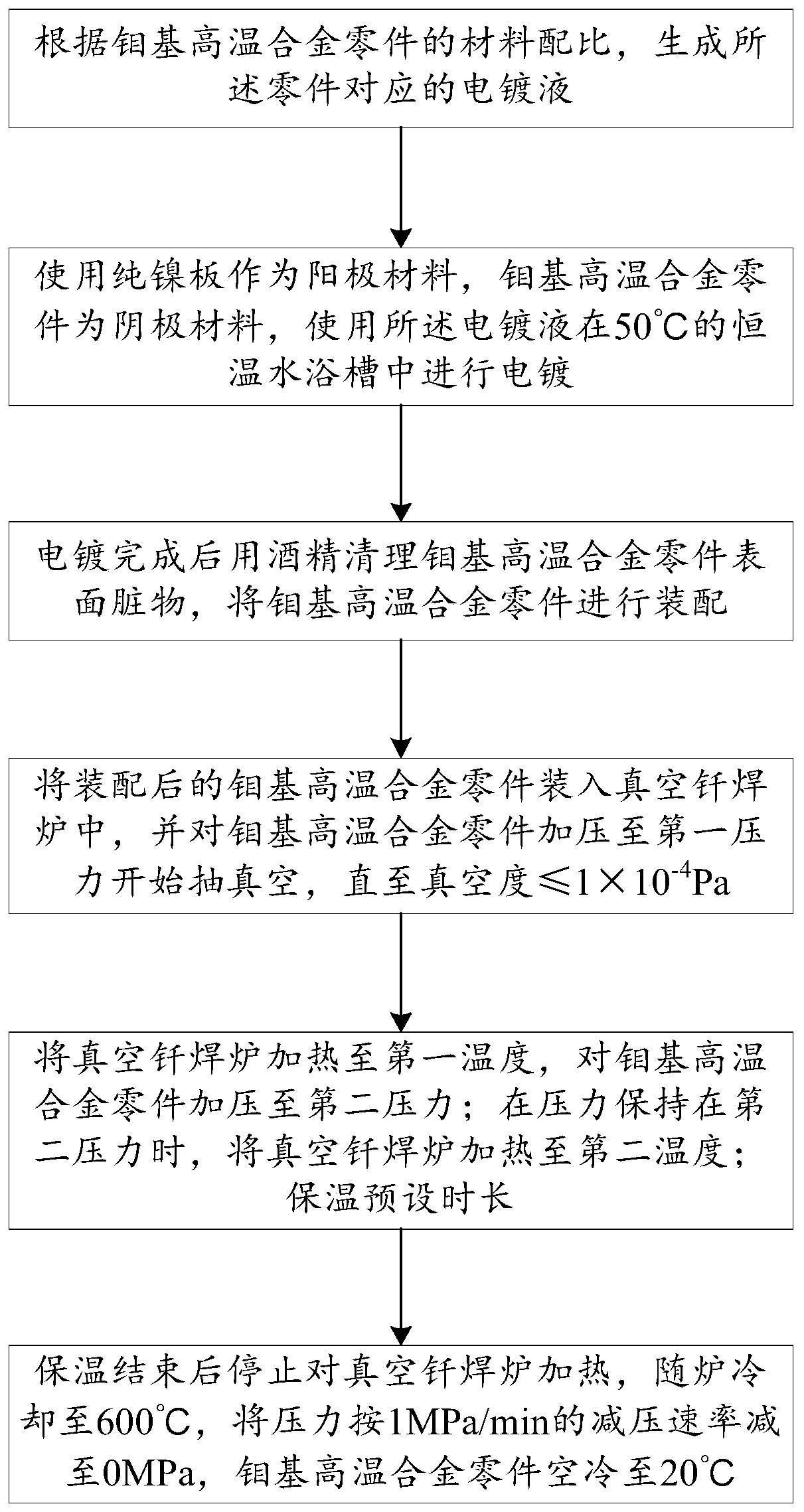
[0028] figure 1 It is a schematic flow chart of the vacuum diffusion welding connection method of the molybdenum-based superalloy honeycomb structure provided by the present invention. refer to figure 1 , the vacuum diffusion welding connection method of the molybdenum-based superalloy honeycomb structure provided by the present invention, comprising:
[0029] 1. Use 800 mesh sandpaper for mechanical polishing to remove surface oxides;
[0030] 2. Ultrasonic cleaning of parts to be welded to remove oil and other dirt on the surface to be welded;
[0031] 3. Use nickel sulfamate (350g / L) as the main salt, nickel chloride (30g / L) as the secondary salt, and add boric acid (40g / L) to adjust the pH of the plating solution to 4.8-5.0;
[0032] 4. Use pure nickel plate as the anode material, and the part to be welded is the cathode material. Use the electroplating solution prepared in the previous step to perform electroplating in a constant temperature water bath at 50 ° C. Durin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More