
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Auxiliary heating method for isothermal forging die
An isothermal forging and auxiliary heating technology, applied in the field of forging heating, can solve the problems of poor airtightness, slow temperature return of the mold furnace atmosphere, and easy cracking of the disc wheel rim, so as to reduce thermal stress and cracking tendency, and reduce the number of heating layers. Selecting and solving the effect of wheel rim cracking
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The technical scheme of the present invention will be described in further detail below in conjunction with accompanying drawing and embodiment:
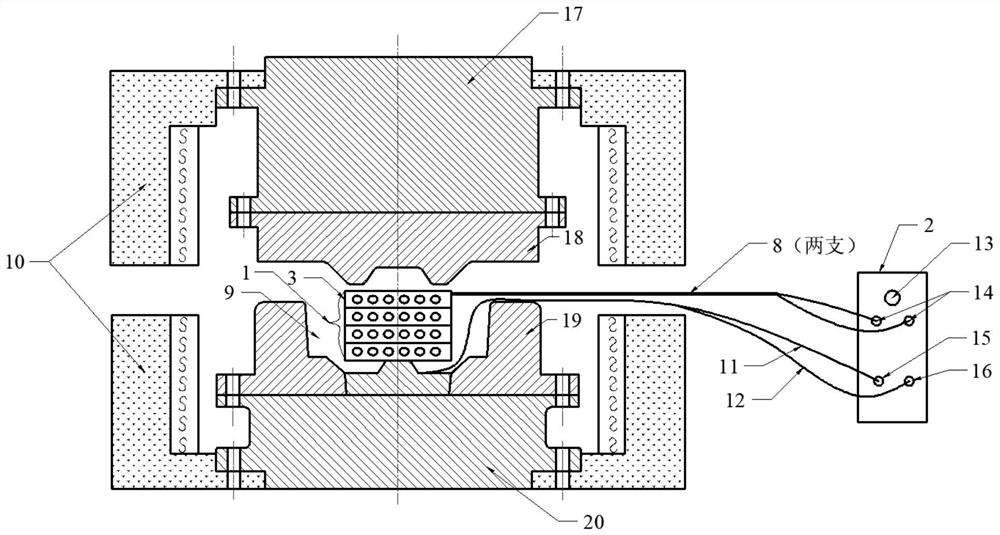
[0025] See attached figure 1 , 2 As shown, in this embodiment, the size of the isothermal forging die is: cavity Φ640×100 mm, outer profile Φ1000×1200 mm, shape: single hole, circular, material: N3 superalloy.
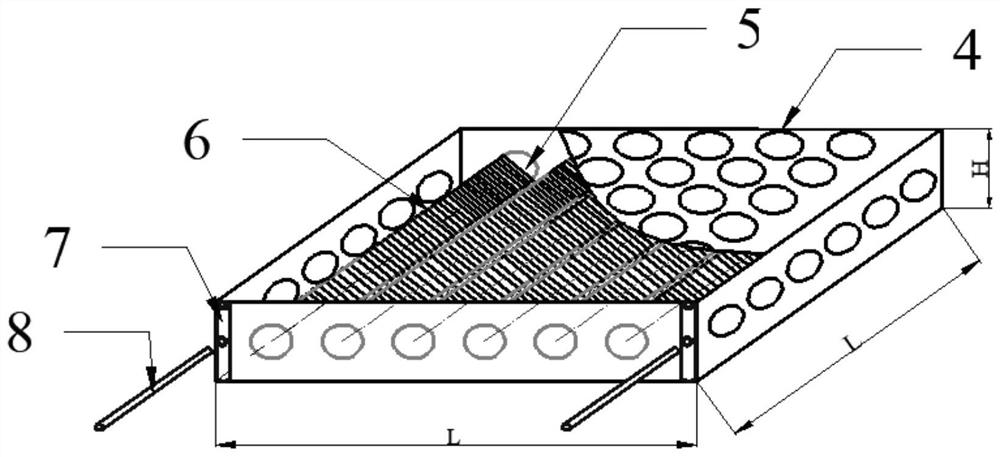
[0026] This kind of auxiliary heating device for isothermal forging molds includes a heater 1 and a portable control cabinet 2. The heater 1 is composed of three layers of heating elements 3 superimposed. The two ends of the resistance wire 6 are drawn out of the mold furnace 10 and connected to the output power interface 14 on the portable control cabinet 2. The temperature measuring terminals of the temperature control thermocouple 11 and the monitoring thermocouple 12 are placed in the middle of the surface of the mold cavity 9, Located under the heater 1, the thermocouple signal terminal is connected to the temp...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| The inside diameter of | aaaaa | aaaaa |
| Wall thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com