

A rail transit box girder frame welding process and its lean production layout method
A welding process and rail transit technology, applied in welding equipment, manufacturing tools, metal processing equipment, etc., can solve the problems of difficult adjustment, rigid structure, unreasonable process and post setting, etc., and achieve smooth, safe and isolated material transportation paths. Mechanical area and artificial area, the effect of improving the efficiency of mixed flow production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0037] The present invention will be further described in detail below in conjunction with the accompanying drawings.
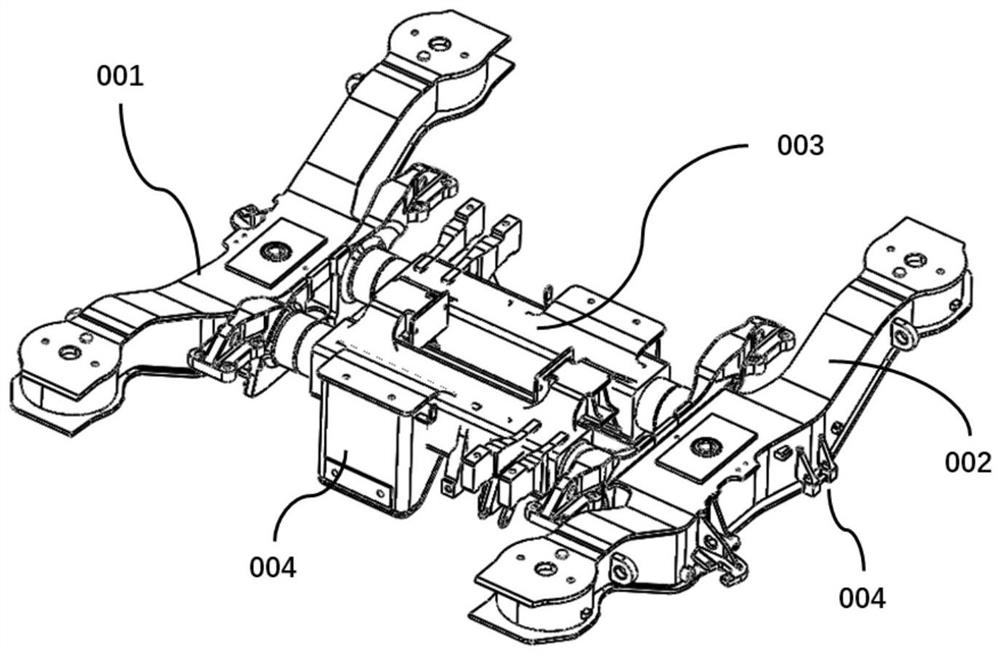
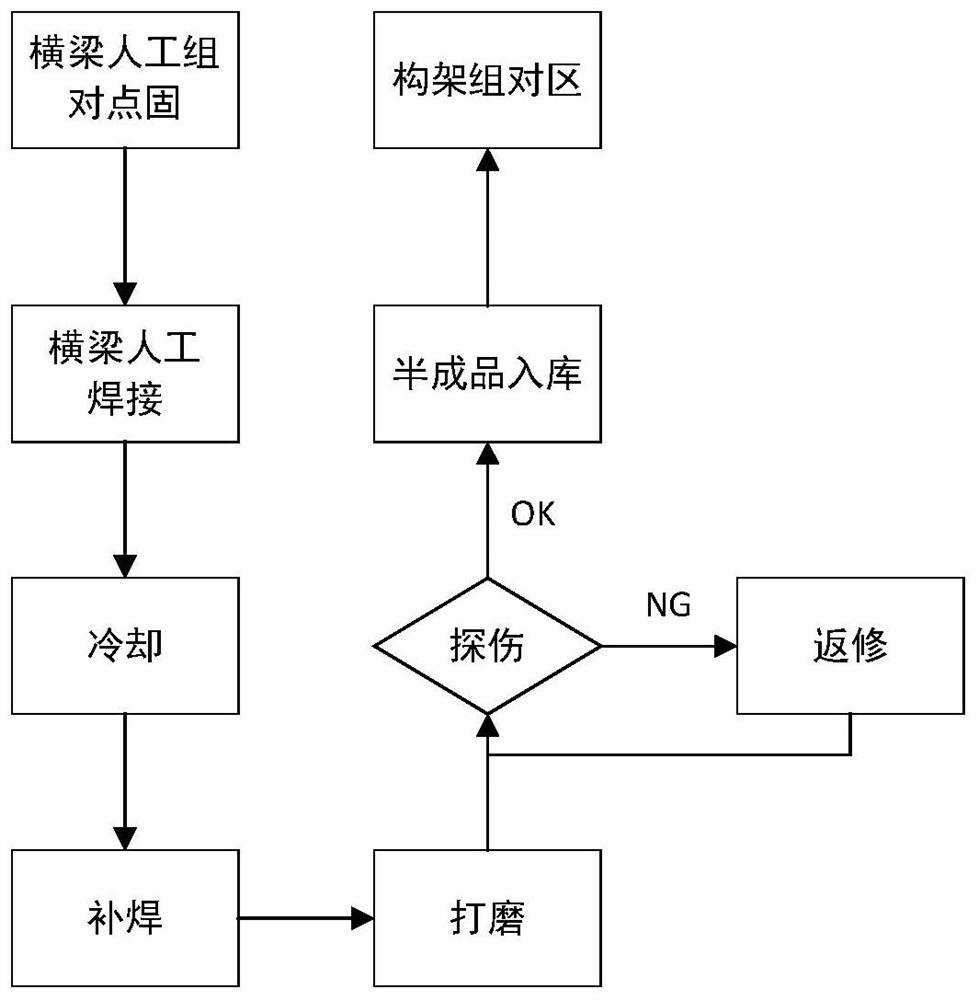
[0038] combined with Figure 8 to the attached Figure 15 , a rail transit box girder frame welding process, which includes three sub-processes: side beam welding process, beam welding process and frame welding process; wherein there is no time sequence between the side beam welding process and the beam welding process, and the side beam welding process and the beam welding process are completed. After the beam welding process, the frame welding process is carried out;
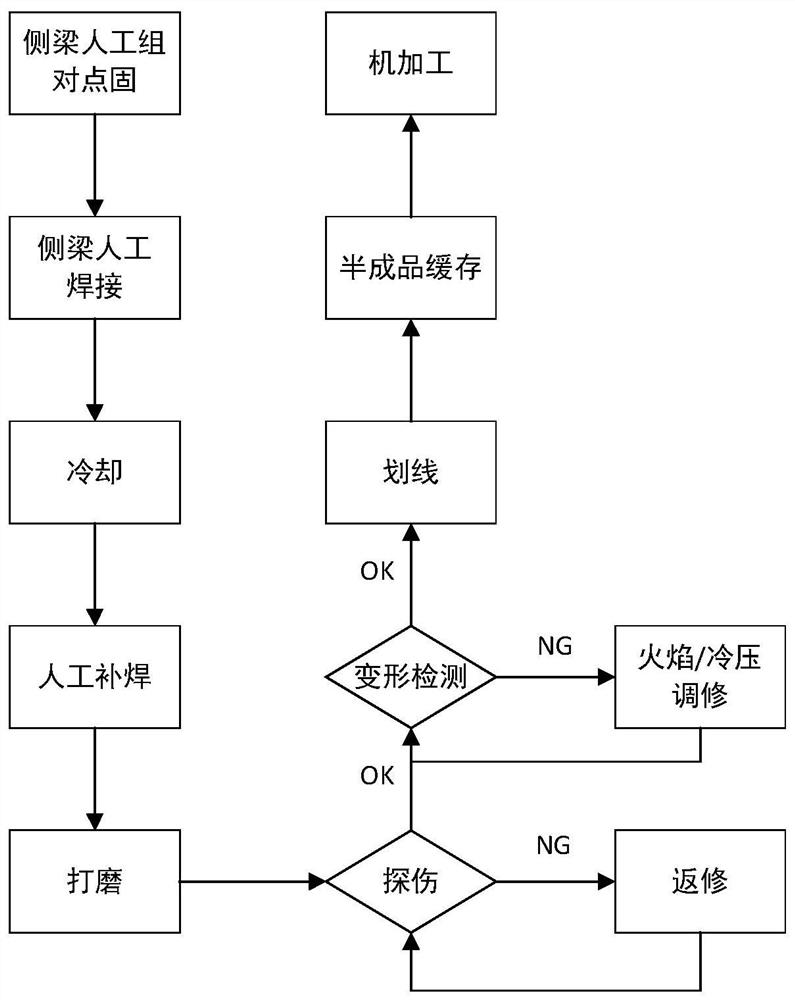
[0039] The welding process of the side beams includes the following steps: manual grouping of the inner cavity to point fixing → automatic welding of the inner cavity → cooling → grouping of the brake hanger and the inner cavity to the point fixing → automatic welding of the brake hanger and the inner cavity → cooling → Inner cavity repair welding → Manual grouping and spot fixing of the up...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More