

Welding process for stainless steel pipe fitting
A welding process, stainless steel technology, applied in the field of welding process of stainless steel pipe fittings, can solve the problems of intergranular corrosion in the sensitized area, unusable and other problems, and achieve the effect of high-quality welding and flexible sealing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
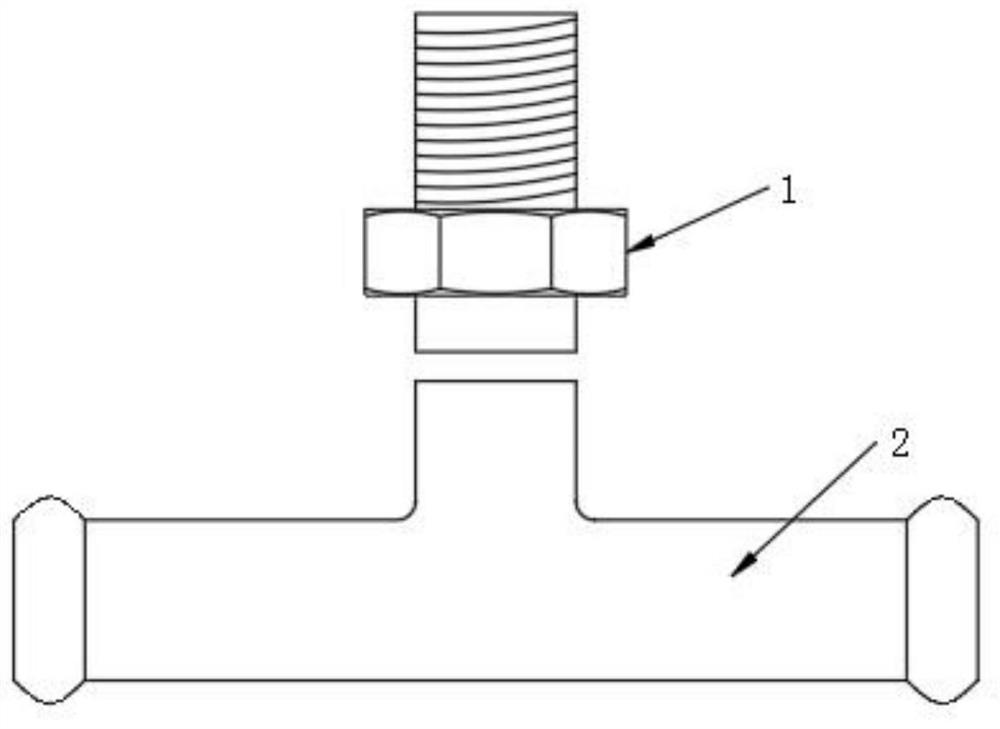
[0028] Embodiment: a welding process for stainless steel pipe fittings, comprising the following steps:
[0029] S1. Manufacture the threaded part 1, and process the threaded part 1 by using the precision casting process;
[0030] S2. The extruded part 2 is processed by means of an extrusion molding machine to form a formed part 2 with one end closed;
[0031] S3. Preheating, heating the threaded part 1 and the formed part 2 to 500 ° C by means of a heater;
[0032] S4. Vacuum sealing, the threaded part 1 is clamped on the rotating end of the welding machine, the formed part 2 is clamped on the moving end of the welding machine, and a closed space is formed outside the rotating end and the moving end with the help of a cover, and the closed space is evacuated ;
[0033] S5. Friction welding, with the help of the motor to drive the threaded part 1 to rotate at high speed, and at the same time, the formed part 2 gradually moves closer to the threaded part 1 under the axial for...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More