

Cold-rolled hot-dip galvanized steel and manufacturing method thereof
A manufacturing method, hot-dip galvanizing technology, applied in hot-dip galvanizing process, coating, metal material coating process, etc., can solve the problems of large cold rolling reduction, small dew point range of annealing furnace, and increased production difficulty
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1-6
[0063] The cold-rolled hot-dip galvanized steel of embodiment 1-6 adopts the following steps to make:
[0064] (1) Carry out smelting and casting according to the mass percentage of each chemical element shown in Table 1.
[0065] (2) Hot rolling: heating the slab at 1100-1270°C, holding time for 0.5-3 hours, controlling the final rolling temperature at 800-950°C, and the coiling temperature at 400-650°C.
[0066] (3) pickling.
[0067] (5) Cold rolling: control the cold rolling deformation to 35-85%.
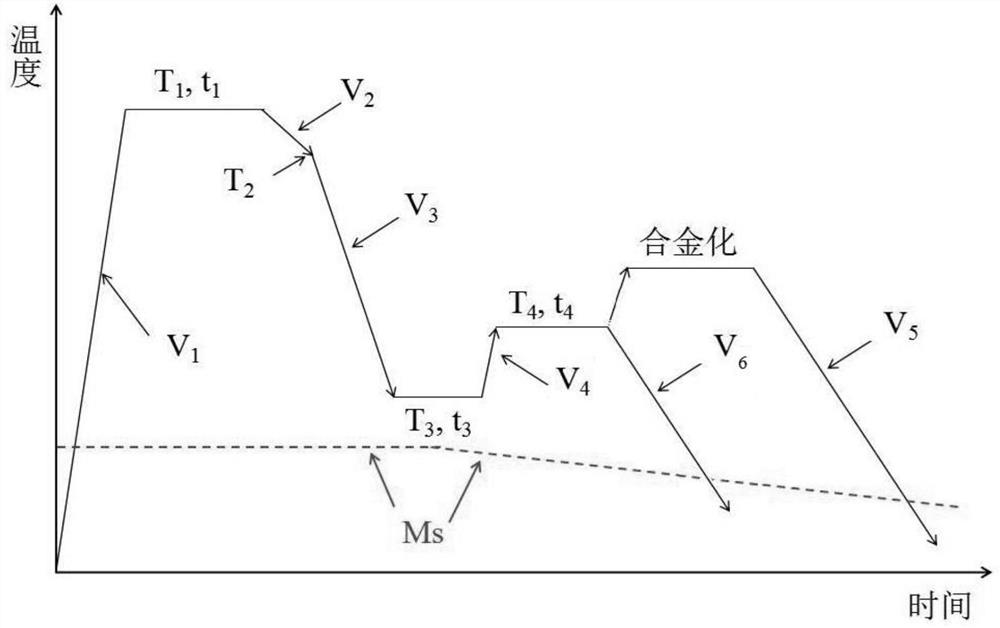
[0068] (5) Hot-dip galvanizing recrystallization annealing: heating the cold-rolled sheet to the soaking temperature T 1 keep warm for a while 1 , the soaking rate is denoted as V 1 ; Then the soaked steel plate is cooled at the first cooling rate V 2 to intermediate temperature T 2 , and then at the second cooling rate V 3 Cool to T 3 , keep warm for a period of time t 3 Then heat up to the zinc pool temperature T 4 keep warm for a while 4 , by T 3 Warming up to T ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More