

Ultrahigh-strength steel wire for electric arc additive manufacturing and preparation method
An additive manufacturing and ultra-high-strength steel technology, applied in the direction of additive manufacturing, additive processing, etc., can solve the constraints on the application and promotion of ultra-high-strength steel arc additive manufacturing technology, the lack of ultra-high-strength steel wire, and the low rate of additive manufacturing. problems, to achieve the effect of low wire drawing cost, high arc additive manufacturing efficiency, and fast forming efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
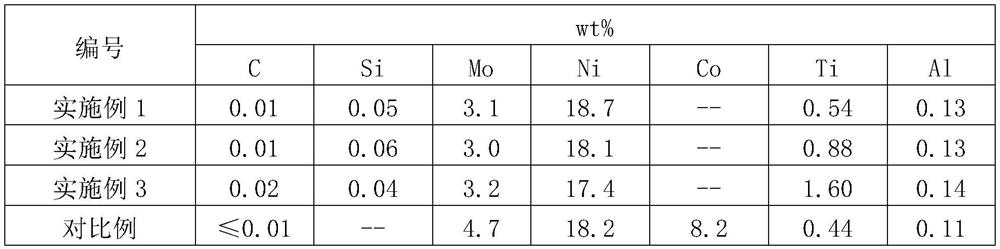
Embodiment 1
[0035]1) Smelting and casting: Use a vacuum smelting furnace to first smelt ultra-high-strength steel wire alloy ingots, with a vacuum of 12 Pa, and cast to obtain an initial melting ingot; heat the initial melting ingot at 1150°C for 5 hours, and forge it into a Φ75mm For the electrode sample, the final forging temperature is not lower than 950℃, and the alloy is smelted twice by electroslag remelting, the electroslag speed is 1.6kg / min, the voltage is 30V, the current is 1.8kA, and the final ingot is obtained by casting.
[0036]2) Forging: The final ingot is forged at 1150℃ for 2h to form a 50mm×50mm square bar, the final forging temperature is not lower than 950℃, and then air-cooled.
[0037]3) Rolling: The forged square bar is kept at 1100°C for 2h, and then rolled into Φ6.5 wire rod after multiple passes of hot continuous rolling.
[0038]4) Annealing: Keep the wire rod at 1100°C for 1 hour, and then air cool.
[0039]5) Drawing: The wire rods softened by heat treatment are mechanically ...
Embodiment 2
[0043]1) Smelting and casting: Use a vacuum smelting furnace to first smelt ultra-high-strength steel wire alloy ingots, with a vacuum of 15 Pa, and casting to obtain an initial melting ingot; heat the initial melting ingot at 1200°C for 6 hours, and forging into a Φ70mm For the electrode sample, the final forging temperature is not less than 950℃, and the alloy is smelted twice by electroslag remelting, the electroslag speed is 1.8kg / min, the voltage is 35V, the current is 2.0kA, and the final ingot is obtained by casting.
[0044]2) Forging: The final ingot is forged at 1150℃ for 4h into a square bar of 50mm×50mm, the final forging temperature is not lower than 950℃, and then air-cooled.
[0045]3) Rolling: The forged square bar is kept at 1100°C for 2h, and then rolled into Φ6.5 wire rod after multiple passes of hot continuous rolling.
[0046]4) Annealing: Keep the wire rod at 1200°C for 2h, and then air cool.
[0047]5) Drawing: The wire rods softened by heat treatment are mechanically rem...
Embodiment 3
[0051]1) Smelting and casting: Use a vacuum smelting furnace to first smelt ultra-high-strength steel wire alloy ingots, with a vacuum of 12 Pa, and cast the ingots to obtain initial melting ingots; heat the initial melting ingots at 1250°C for 5 hours, and forge them to a diameter of 75 mm For the electrode sample, the final forging temperature is not lower than 950℃, and the alloy is smelted twice by electroslag remelting, the electroslag speed is 1.6kg / min, the voltage is 30V, the current is 2.0kA, and the final ingot is obtained by casting.
[0052]2) Forging: The final ingot is forged at 1150℃ for 4h into a square bar of 50mm×50mm, the final forging temperature is not lower than 950℃, and then air-cooled.
[0053]3) Rolling: The forged square bar is kept at 1100°C for 2h, and then rolled into Φ6.5 wire rod after multiple passes of hot continuous rolling.
[0054]4) Annealing: Keep the wire rod at 1100°C for 2h, then cool in air.
[0055]5) Drawing: The wire rods softened by heat treatment ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More