Laser cutting process used for oil tank blanking
A laser cutting and fuel tank technology, applied in laser welding equipment, applications, household containers, etc., can solve the problems of inability to ensure smooth sections and violent reactions, and achieve the effect of ensuring consistency, uniform temperature and increasing heat.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
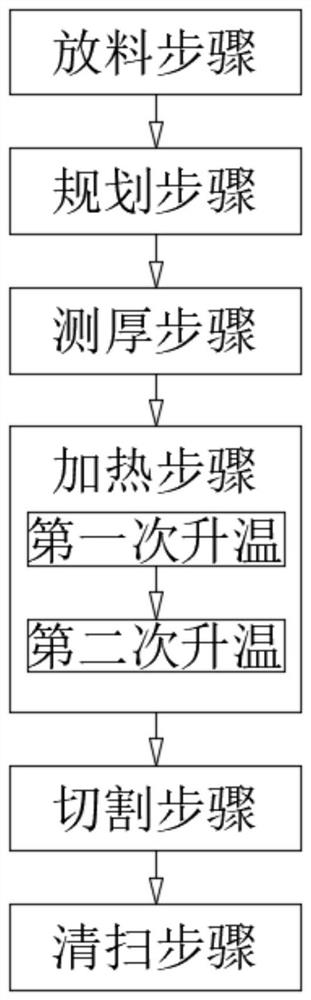
[0072] Include the following steps:
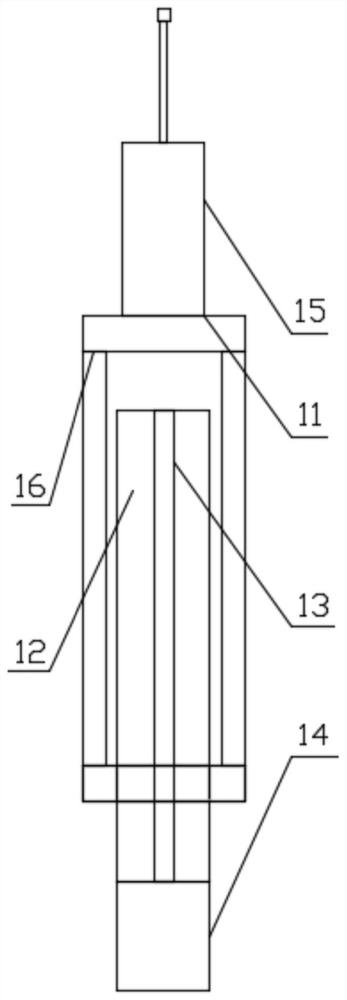
[0073] The discharging step: placing the raw material on the cutting table; a plurality of first measuring devices 11 are arranged side by side on the cutting table; the first measuring device 11 is used to measure the height of the lower surface of the raw material;
[0074] Planning steps; use the camera mechanism to photograph the upper surface of the raw material; calculate the laser cutting path according to the photographed picture;
[0075] Thickness measuring step: using the second measuring mechanism to measure the height of the upper surface of the raw material; the second measuring mechanism moves along the laser cutting path; obtaining the thickness of multiple positions of the raw material laser cutting path. The raw material thickness is 3.95mm, 3.97mm, 4.02mm, 4.05mm in turn.
[0076] A heating step is also included between the thickness measuring step and the cutting step; the heating step specifically includes;
[0077] ...
no. 2 example
[0083] Include the following steps:
[0084]Feeding step. Place ingredients on cutting table. Several first measuring devices 11 are arranged side by side on the cutting table. The first measuring device 11 is used for measuring the height of the lower surface of the raw material.
[0085] Planning steps. The upper surface of the raw material is photographed by a camera mechanism. Calculate the laser cutting path based on the photographed image.
[0086] Thickness measurement step. Use the second measuring mechanism to measure the height of the upper surface of the raw material. The second measuring mechanism moves along the laser cutting path. Obtain the thickness of multiple positions in the raw material laser cutting path. The range of raw material thickness is 3.95mm, 4.01mm, 3.96mm, 4.04mm.
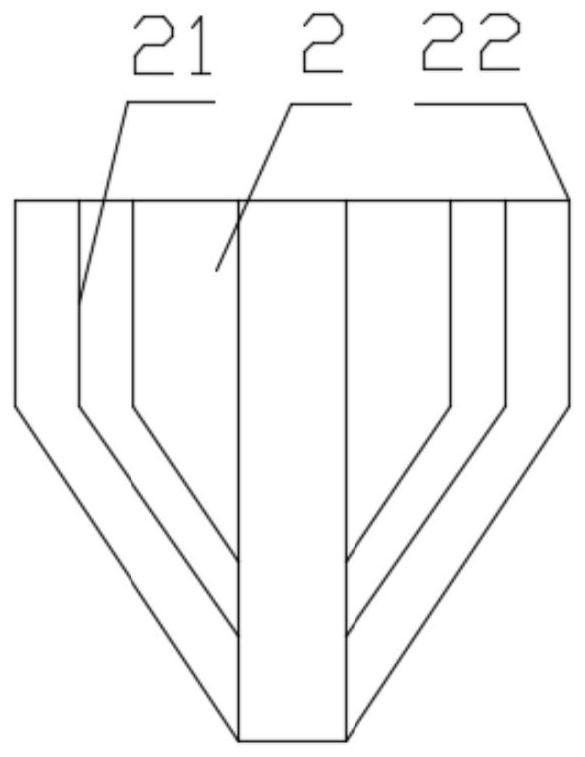
[0087] Cutting step. Use the cutter 2 to emit laser light to cut the raw material. The power of cutter 2 is 3000W, 3600W, 3100W, 3900W. A first nozzle 21 is arranged arou...
no. 3 example
[0091] Include the following steps:
[0092] Feeding step. Place ingredients on cutting table. Several first measuring devices 11 are arranged side by side on the cutting table. The first measuring device 11 is used for measuring the height of the lower surface of the raw material.
[0093] Planning steps. The upper surface of the raw material is photographed by a camera mechanism. Calculate the laser cutting path based on the photographed image.
[0094] Thickness measurement step. Use the second measuring mechanism to measure the height of the upper surface of the raw material. The second measuring mechanism moves along the laser cutting path. Obtain the thickness of multiple positions in the raw material laser cutting path. The raw material thickness range is 3.97mm, 4.04mm, 4.05mm, 3.96mm.
[0095] A heating step is also included between the thickness measuring step and the cutting step; the heating step specifically includes;
[0096] The first heating up; heati...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More