Additive manufacturing orthopedic tantalum metal, preparation method and application
A technology of additive manufacturing and orthopedics, which is applied in the field of medical applications, can solve problems such as processing difficulties, and achieve the effect of high ductility and high density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] In order to make the object, technical solution and advantages of the present invention more clear, the present invention will be further described in detail below in conjunction with the examples. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
[0034] Aiming at the problems existing in the prior art, the present invention provides a method for additively manufacturing orthopedic tantalum metal. The technical solution of the present invention will be described in detail below with reference to the accompanying drawings.
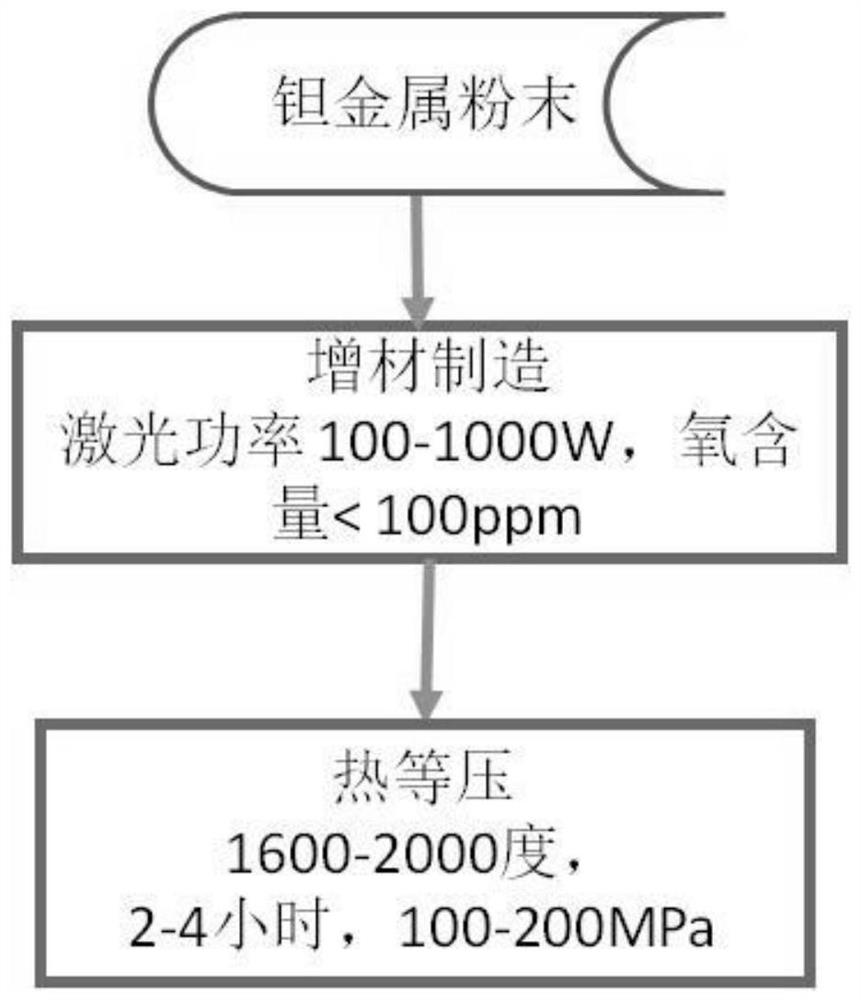
[0035] Such as figure 1 As shown, the preparation method of additive manufacturing orthopedic tantalum metal provided by the embodiment of the present invention includes the following steps:
[0036] Step 1, using laser melting or electron beam technology to process tantalum metal powder into shape;
[0037] Step 2: Optimizing the production pa...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More