

Precise front axle crankshaft composite full-automatic hot die forging production line
A fully automated and compound technology, applied in engine components, forging/pressing/hammer devices, forging/pressing/hammering machines, etc., can solve problems such as large differences in shape, low degree of automation, and poor anti-eccentric load capacity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
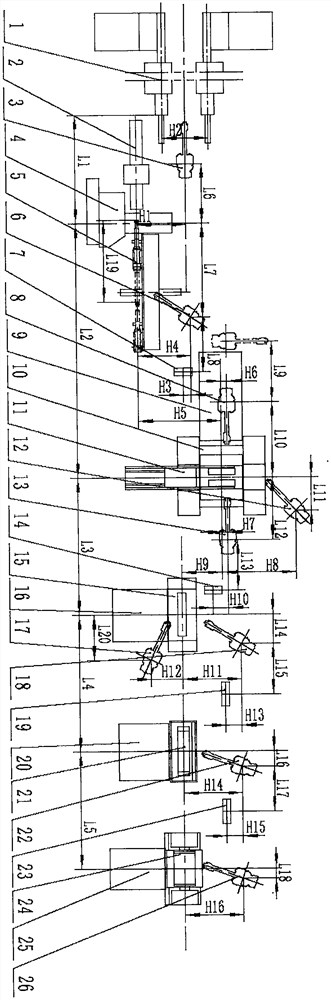
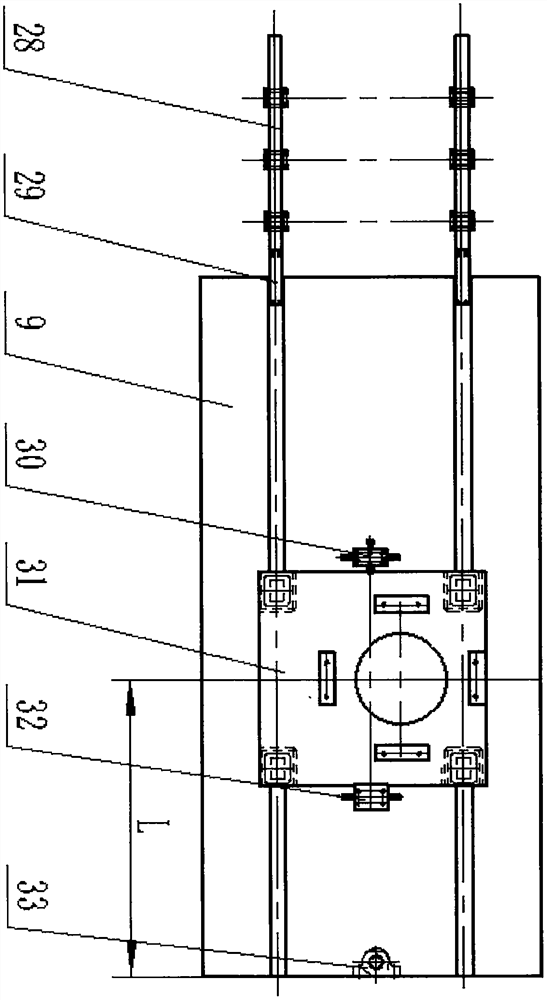
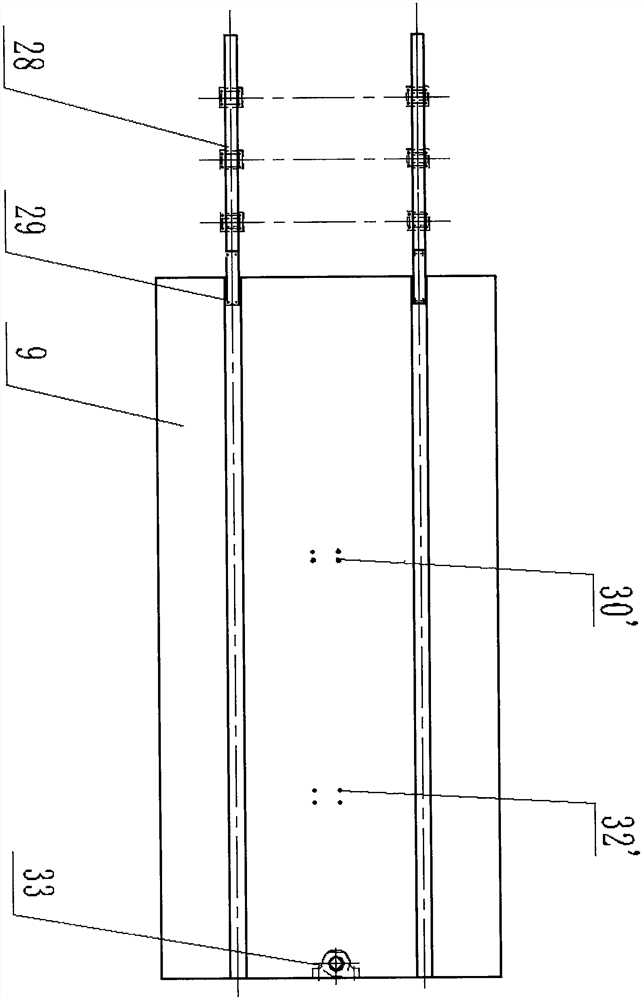
[0012] In this example figure 1 It is the general layout plan of the precision front axle crankshaft composite fully automatic hot die forging production line. The whole line includes 8 sets of forging equipment, namely intermediate frequency furnace (1), descaling device (2), roll forging machine (4), roll forging machine operator (5), 10,000-ton hot die forging press (10), trimming press (15), twisting press (21), correction press (24); 9 robots are R1 robot (3), R2 operation Robot (6), R3 operation robot (8), R4 spray lubrication robot (12), R5 operation robot (13), R6 flash removal robot (17), R6 flash removal robot (17), R7 operation robot (18 ), R8 operating robot (22), R9 operating robot (26); 4 sets of transfer table namely 1# transfer table (7), 2# transfer table (14), 3# transfer table (19) and 4 #Transfer material table (23); auxiliary device, auxiliary device includes withdrawal guide rail (28), mold change table (9), quick change device and bus control system, et...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More