

08Ni3DR steel plate capable of resisting hydrogen-induced cracks and manufacturing method of 08Ni3DR steel plate
A technology of anti-hydrogen-induced cracking and manufacturing method, applied in the field of 08Ni3DR steel plate, to achieve the effects of reducing carbon emissions, improving HIC crack resistance, and reducing HIC sensitivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
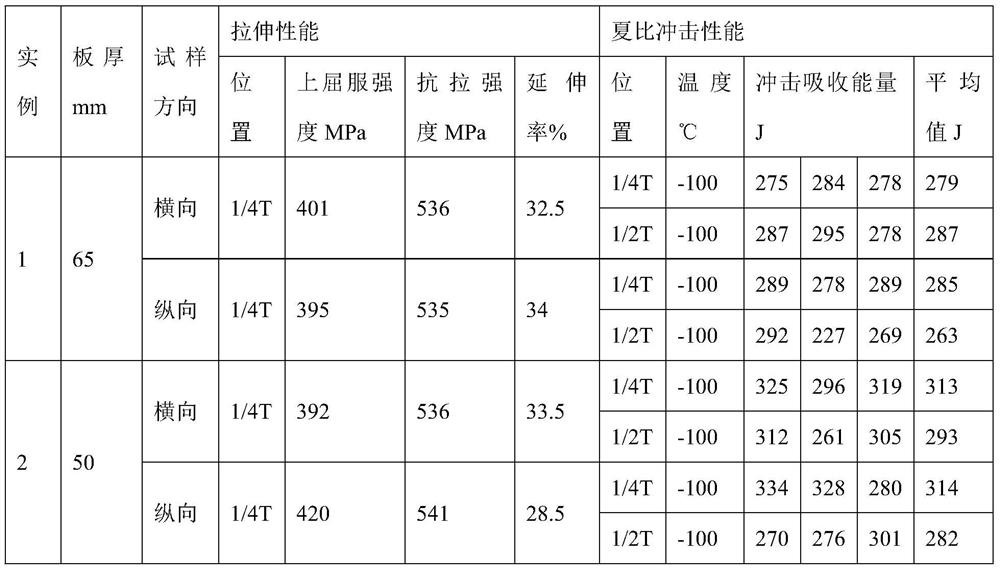
Embodiment 1
[0040] The thickness of the steel plate involved in Example 1 is 65 mm.
[0041] The production process of 65mm thick steel plate is as follows:
[0042] According to the chemical composition of the above-mentioned steel plate, the raw materials for smelting are arranged in order to carry out KR molten iron pretreatment-converter smelting-LF refining-RH refining-Ca treatment-370mm continuous casting-continuous casting slab with cover and slow cooling-continuous casting slab cleaning-continuous casting slab heating- Insulation treatment - high pressure water descaling - controlled rolling - straightening - heat treatment.
[0043] The high-temperature slab exiting the continuous casting machine is slowly cooled by covering and stacking. The temperature of entering the hood is not lower than 800°C, the slow cooling time is not less than 72h, and the temperature of the exiting hood is 150±20°C. The purpose of this slow cooling step is to reduce the temperature in the steel H con...
Embodiment 2
[0048] The thickness of the steel plate involved in Example 2 is 50 mm.
[0049] The production process of 50mm thick steel plate is as follows:
[0050] According to the chemical composition of the above-mentioned steel plate, the raw materials for smelting are arranged in order to carry out KR molten iron pretreatment-converter smelting-LF refining-RH refining-Ca treatment-370mm continuous casting-continuous casting slab with cover and slow cooling-continuous casting slab cleaning-continuous casting slab heating- Insulation treatment - high pressure water descaling - controlled rolling - straightening - heat treatment.
[0051] The high-temperature slab exiting the continuous casting machine is slowly cooled by covering and stacking. The temperature of entering the hood is not lower than 800°C, the slow cooling time is not less than 72h, and the temperature of the exiting hood is 150±20°C. The purpose of this slow cooling step is to reduce the temperature in the steel H con...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More