

Method for improving performance of heat-treatable reinforced aluminum alloy friction stir welding joint
A technology of friction stirring and welding joints, applied in the direction of welding/welding/cutting items, welding equipment, non-electric welding equipment, etc., to achieve the effect of inhibiting dissolution and coarsening
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
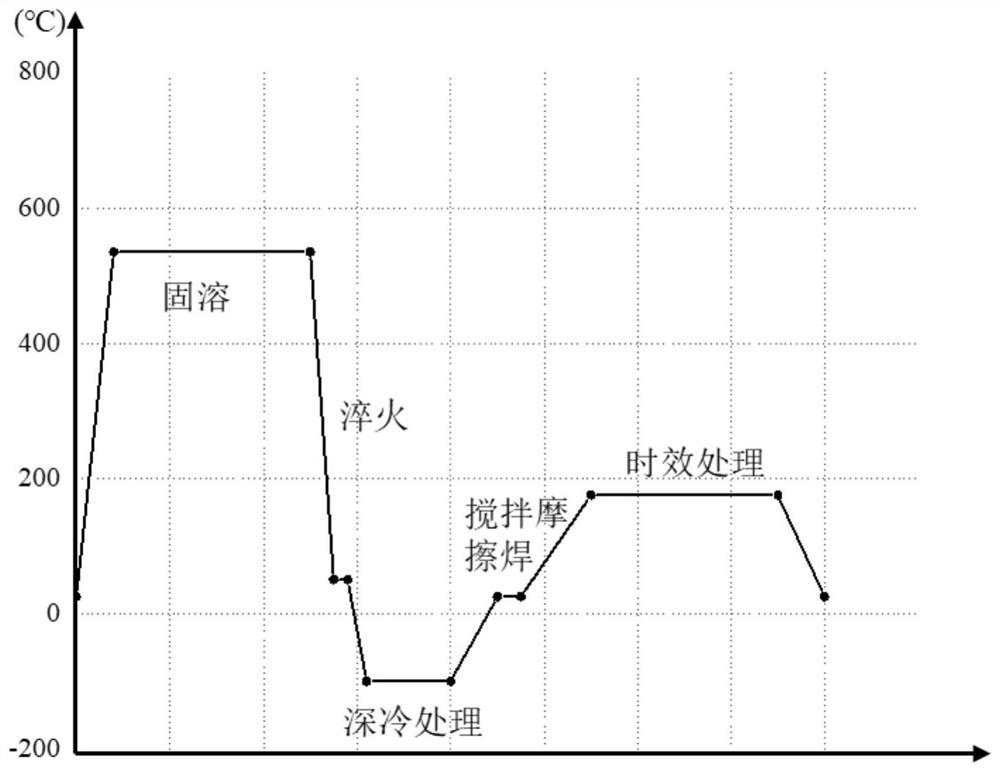
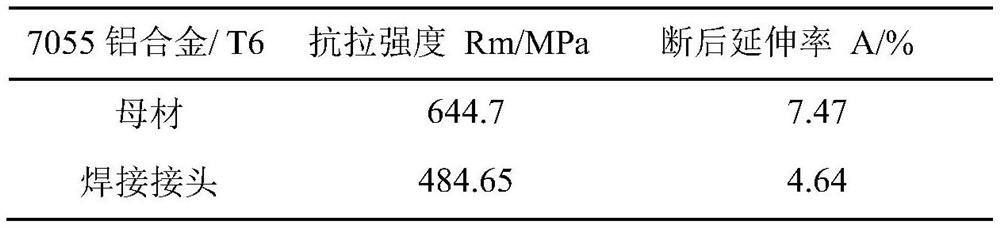
[0022] The first step is to select a 4mm thick spray-formed 7055 aluminum alloy plate, the solution heat treatment temperature is 490±5°C, the holding time is 1h, and it is quickly transferred to the quenching device. The quenching medium is 50±5°C warm water, and the aluminum alloy is supersaturated. state;
[0023] Transfer the solid-solution aluminum alloy to a low-temperature storage device for storage, and the temperature of the device is always controlled below zero;
[0024] Take out the aluminum alloy sheet from the storage device, place it on a friction stir welding machine for welding after reaching room temperature, wherein the rotation speed of the stirring head is 100r / min, and the welding speed is 100mm / min;
[0025] During the welding process, spray liquid nitrogen on the rear side of the shoulder to cool the joint;
[0026] After the welding of 7055 aluminum alloy is completed, put the welded parts into the aging heat treatment furnace for aging treatment, the...
Embodiment 2
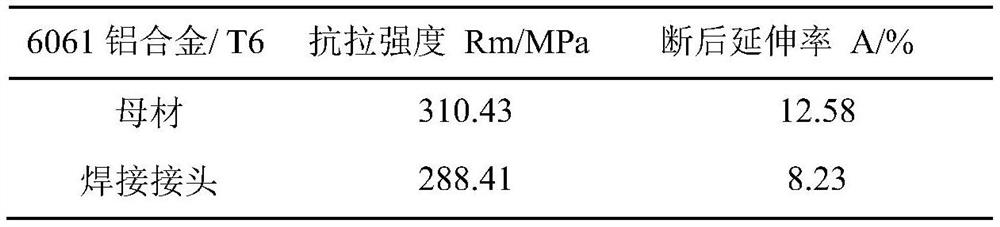
[0031] The first step is to select 6061 aluminum alloy plate with a thickness of 3mm, the solution heat treatment temperature is 530±5°C, and the holding time is 1h, and it is quickly transferred to the quenching device. The quenching medium is warm water at 50±5°C, and the aluminum alloy is in a supersaturated state;
[0032] Transfer the solid-solution aluminum alloy to a low-temperature storage device for storage, and the temperature of the device is always controlled below zero;
[0033] The aluminum alloy plate is taken out from the storage device and placed on a friction stir welding machine for welding, wherein the rotation speed of the stirring head is 1200r / min, and the welding speed is 200mm / min;
[0034] During the welding process, spray liquid nitrogen on the rear side of the shoulder to cool the joint;
[0035] After the welding of 6061 aluminum alloy is completed, put the weldment into the aging heat treatment furnace for aging treatment, the aging temperature is...
Embodiment 3
[0040] The first step is to select 4.5mm thick 2024 aluminum alloy plate, the solution heat treatment temperature is 490±5℃, the holding time is 1h, and it is quickly transferred to the quenching device. The quenching medium is 50±5℃ warm water, and the aluminum alloy is in a supersaturated state ;
[0041] Transfer the solid-solution aluminum alloy to a low-temperature storage device for storage, and the temperature of the device is always controlled below zero;
[0042] The aluminum alloy plate is taken out from the storage device and placed on a friction stir welding machine for welding, wherein the rotation speed of the stirring head is 1600r / min, and the welding speed is 120mm / min;
[0043] During the welding process, spray liquid nitrogen on the rear side of the shoulder to cool the joint;
[0044] After the welding of 2024 aluminum alloy is completed, put the weldment into the aging heat treatment furnace for aging treatment, the aging temperature is 170 ° C, and the t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More