

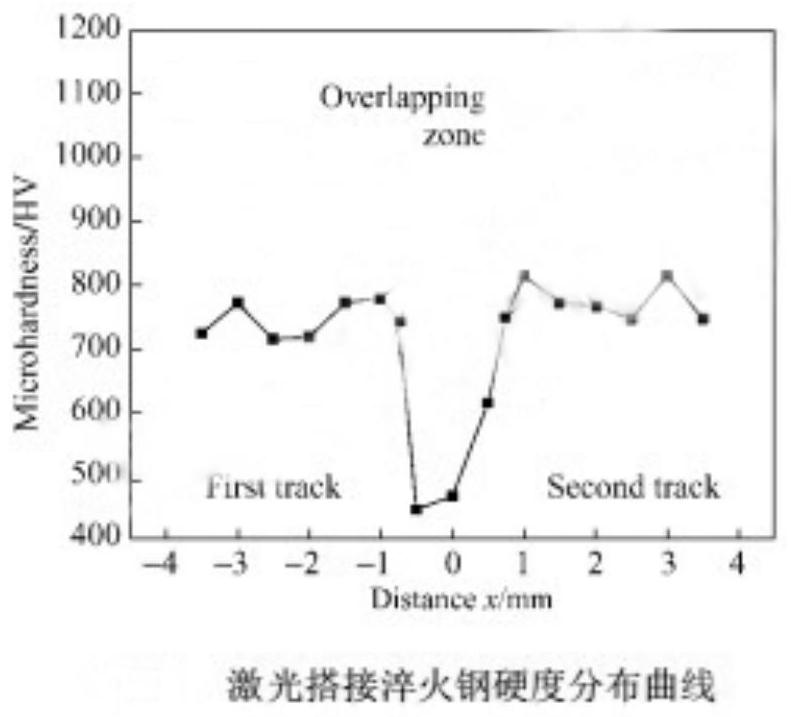
Laser quenching process for reducing width of laser quenching lap joint soft belt
A technology of laser quenching and soft belt, which is applied in the field of laser heat treatment, can solve the problems of uneven quenching hardening layer, etc., and achieve the effect of increasing the depth of quenching layer, increasing the entrance light spot, and shortening the collimation length
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] A laser quenching process for reducing the width of laser quenched lapped soft bands, comprising the steps of:
[0027] A. Clean the surface of the roll to be quenched to ensure that its surface meets the requirements of laser quenching;
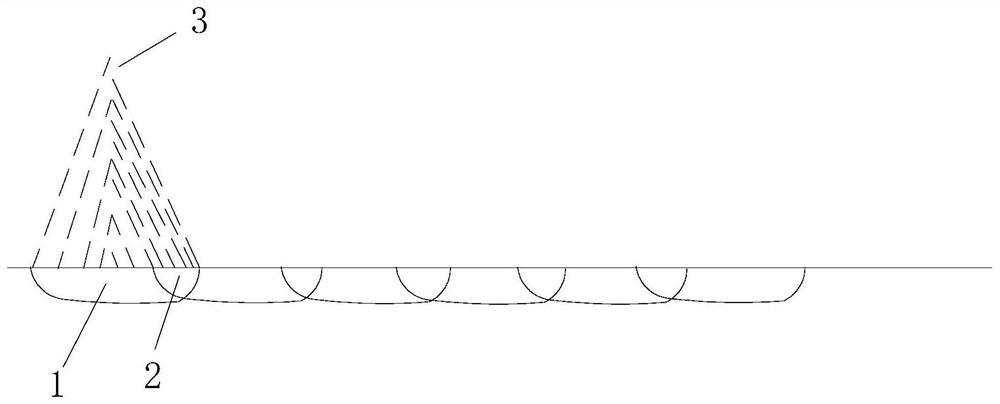
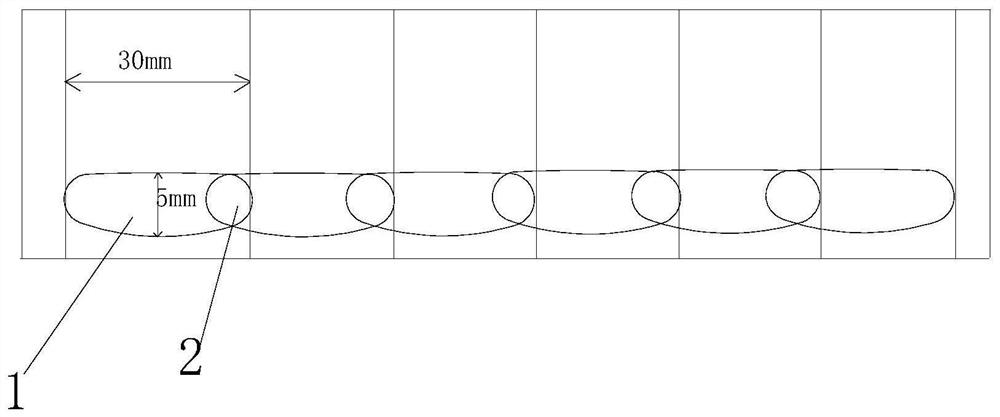
[0028] B. Select the laser line laser with multi-mode 1020um wavelength and 1000um fiber core diameter as the laser equipment, and adjust it, adjust the collimation degree from 100mm to 75mm, adjust the integrating mirror to 30*5mm, and adjust the process parameters. The moving speed is 180mm / min, the power is 3.5kw, and the emission direction of the laser beam is adjusted so that the energy of the spot is shifted to the overlapping overlapping end by 10°, and the overlapping rate is set to 10%, so as to realize the concentration of energy at the right end and reduce the virtual spot .
[0029] C. Use the adjusted laserline laser to perform multi-channel laser scanning quenching on the surface of the roll to be quenched;
[0030] D....
Embodiment 2
[0033] A laser quenching process for reducing the width of laser quenched lapped soft bands, comprising the steps of:
[0034] A. Clean the surface of the roll to be quenched to ensure that its surface meets the requirements of laser quenching;
[0035] B. Select the laser line laser with multi-mode 1020um wavelength and 1000um fiber core diameter as the laser equipment, and adjust it, adjust the collimation degree from 100mm to 75mm, adjust the integrating mirror to 30*5mm, and adjust the process parameters. The moving speed is 170mm / min, the power is 3.4kw, adjust the emission direction of the laser beam, so that the energy of the spot is shifted to the overlapping overlapping end by 8°, and the overlapping rate is set to 12%, so as to realize the concentration of energy at the right end and reduce the virtual spot .
[0036] C. Use the adjusted laserline laser to perform multi-channel laser scanning quenching on the surface of the roll to be quenched;
[0037] D. Measure ...
Embodiment 3
[0039] A laser quenching process for reducing the width of laser quenched lapped soft bands, comprising the steps of:
[0040] A. Clean the surface of the roll to be quenched to ensure that its surface meets the requirements of laser quenching;
[0041] B. Select the laser line laser with multi-mode 1020um wavelength and 1000um fiber core diameter as the laser equipment, and adjust it, adjust the collimation degree from 100mm to 75mm, adjust the integrating mirror to 30*5mm, and adjust the process parameters. The moving speed is 160mm / min, the power is 3.3kw, adjust the emission direction of the laser beam, so that the energy of the spot is offset by 10° to the overlapping overlapping end, and the overlapping rate is set to 10%, so as to realize the concentration of energy at the right end and reduce the virtual spot .
[0042] C. Use the adjusted laserline laser to perform multi-channel laser scanning quenching on the surface of the roll to be quenched;
[0043] D. Measure ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More