Preparation method of tubular porous metal element with tiny permeation flux
A metal element and permeation flux technology, which is applied in the field of preparation of tubular porous metal elements with tiny permeation flux, can solve the problems of insufficient dimensional accuracy and infiltration, and achieve reuse, low requirements for production equipment, and high preparation process simple effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
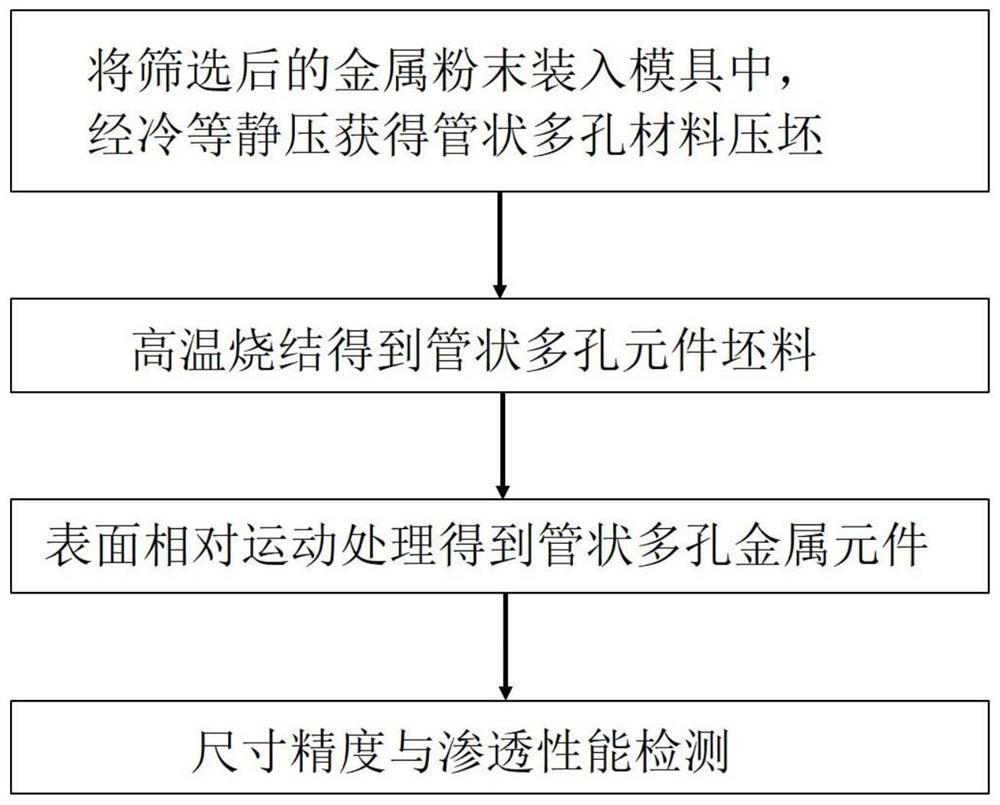
[0021] like figure 1 As shown, this embodiment includes the following steps:
[0022] Step 1. Put the screened 316L stainless steel powder into a mold for cold isostatic pressing to prepare a tubular porous material compact; the size of the tubular porous material compact is: length 2000mm, diameter 200mm, wall thickness 20mm; The pressure of cold isostatic pressing is 180MPa, and the holding time is 30s;
[0023] Step 2: Carrying out high-temperature sintering of the tubular porous material compact prepared in step 1 to obtain a tubular porous element blank; the temperature of the high-temperature sintering is 1200° C., and the holding time is 2 hours;
[0024] Step 3. Clamp the tubular porous element blank obtained in step 2 on an axially rotatable lathe, under the conditions of a speed of 100r / min, a feed rate of 0.2mm / r, and a processing capacity of 1.5mm each time , using a high-speed steel tool to process the relative movement of the surface of the blank of the tubular...
Embodiment 2
[0027] like figure 1 As shown, this embodiment includes the following steps:
[0028] Step 1. Put the screened Inconel 625 alloy powder into a mold for cold isostatic pressing to prepare a tubular porous material compact; the size of the tubular porous material compact is: length 50mm, diameter 120mm, wall thickness 12mm; The pressure of cold isostatic pressing is 160MPa, and the holding time is 30s;
[0029] Step 2: Carrying out high-temperature sintering of the tubular porous material compact prepared in step 1 to obtain a tubular porous element blank; the temperature of the high-temperature sintering is 1240° C., and the holding time is 2 hours;
[0030] Step 3: Clamp the tubular porous element blank obtained in step 2 on a lathe that can rotate axially, under the conditions of a rotation speed of 1000r / min, a feed rate of 1.2mm / r, and a processing capacity of 0.2mm each time , using a high-speed alloy tool to process the relative movement of the surface of the blank of t...
Embodiment 3
[0033] like figure 1 As shown, this embodiment includes the following steps:
[0034] Step 1. Put the screened TA0 powder into a mold for cold isostatic pressing to prepare a tubular porous material compact; the size of the tubular porous material compact is: length 500mm, diameter 20mm, wall thickness 6mm; the cold The pressure of isostatic pressing is 100MPa, and the holding time is 30s;
[0035] Step 2: Carrying out high-temperature sintering of the tubular porous material compact prepared in step 1 to obtain a tubular porous element blank; the temperature of the high-temperature sintering is 1050° C., and the holding time is 1.5 h;
[0036] Step 3. Clamp the tubular porous element blank obtained in step 2 on an axially rotatable lathe, under the conditions of a rotation speed of 475r / min, a feed rate of 0.8mm / r, and a processing capacity of 0.9mm each time , using a diamond tool to process the relative movement of the surface of the blank of the tubular porous element to...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More