


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Ion nitriding method for ultrahigh-strength stainless steel gear
An ultra-high-strength, ion nitriding technology, applied in the furnace type, coating, furnace, etc., can solve the problems of uneven nitriding layer, high cost, high alloy element content of gears, shorten the nitriding time and avoid hydrogen Crisp, work efficiency improvement effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment example 1
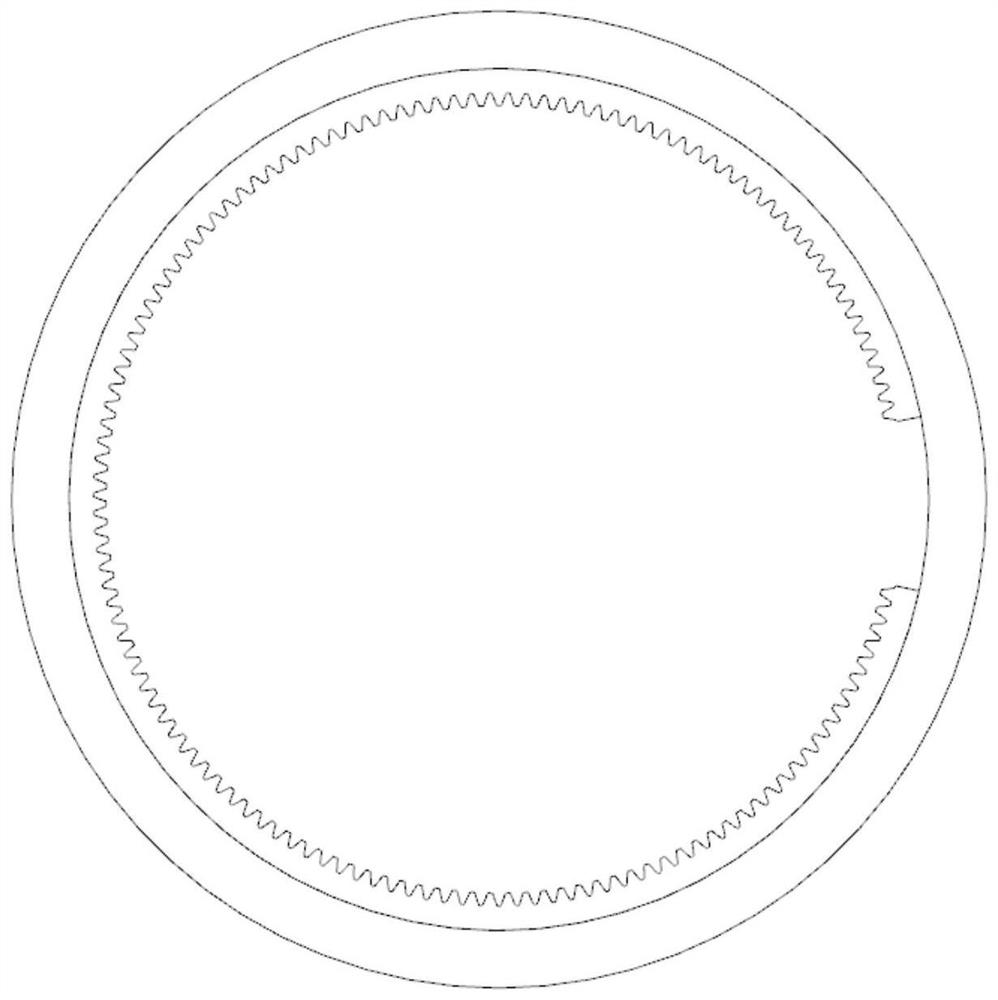
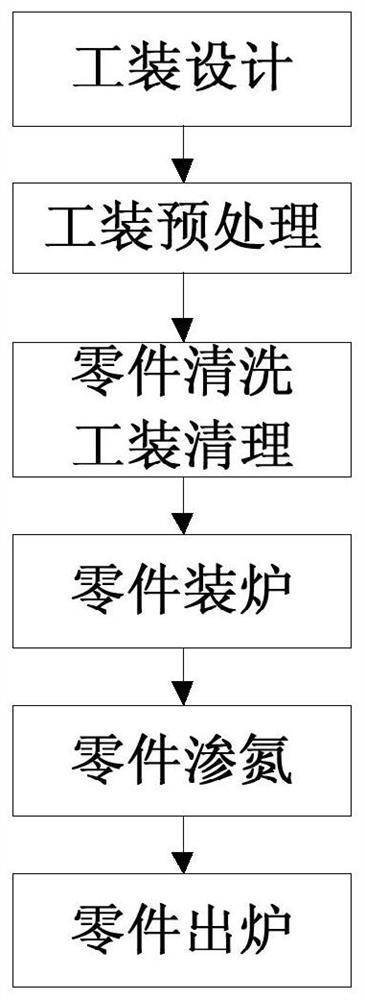
[0055] 1) Design nitriding tooling according to the size and shape of internal gear parts to protect non-nitriding parts except the teeth; make profiling tooling and test pieces.
[0056] 2) Clean the nitriding tooling and profiling tooling in step 1) with a hydrocarbon cleaning agent, and then wipe with absolute ethanol.
[0057] 3) Carry out vacuum annealing heat treatment to the nitriding tooling and profiling tooling in step 2), and the heat treatment parameters are as follows:
[0058] Furnace loading method: room temperature furnace;
[0059] Heating rate: 10°C / min;
[0060] Vacuum annealing temperature: 600°C;
[0061] Heat preservation: 2h;
[0062] Cooling: The furnace temperature is below 150°C.
[0063] 4) Use a hydrocarbon cleaning agent to wipe the outer surface of the gear parts and the position of the teeth, then wipe it with absolute ethanol, and dry it with oil-free compressed air or nitrogen;
[0064] 5) Install the gear parts in step 4) into the nitridi...
Embodiment example 2
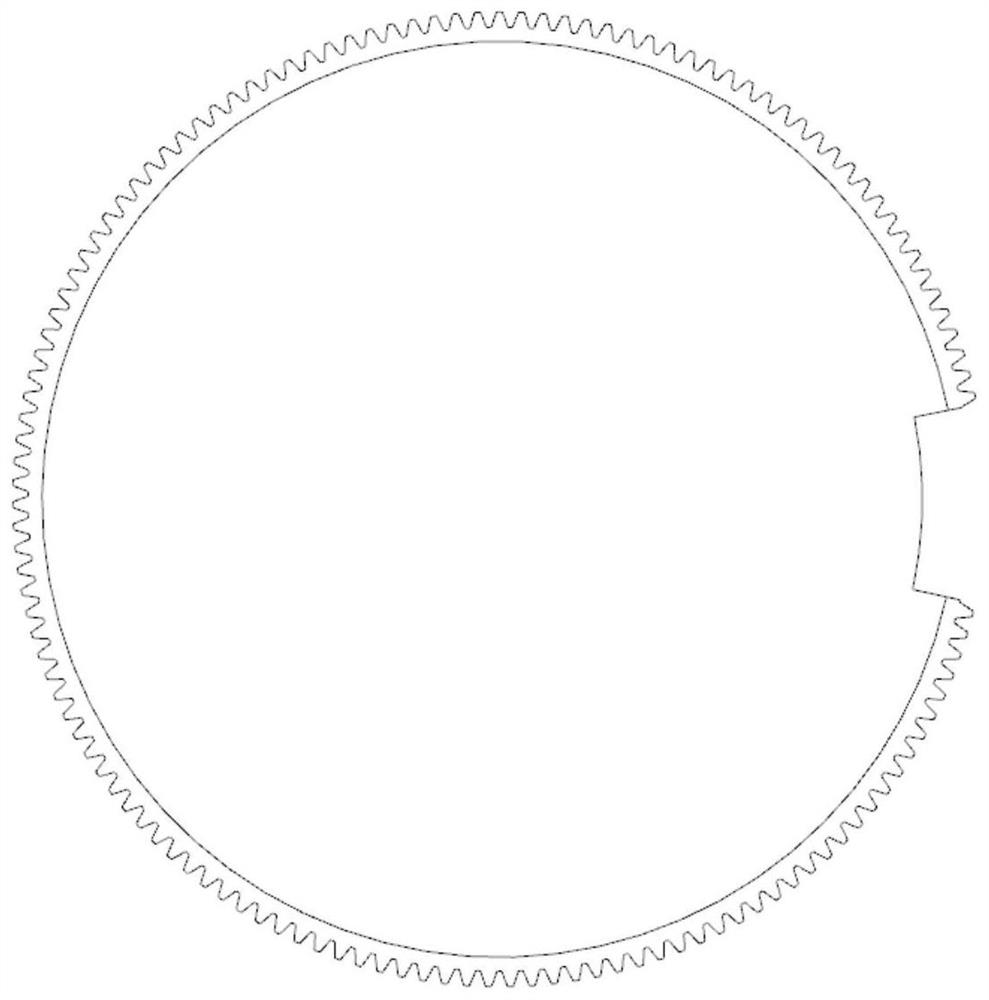
[0071] 1) Design nitriding tooling according to the size and shape of external gear parts to protect non-nitriding parts except the teeth; make profiling tooling and test pieces.
[0072] 2) Clean the nitriding tooling and profiling tooling in step 1) with a hydrocarbon cleaning agent, and then wipe with absolute ethanol.
[0073] 3) Carry out vacuum annealing heat treatment to the nitriding tooling and profiling tooling in step 2), and the heat treatment parameters are as follows:
[0074] Furnace loading method: furnace at room temperature; heating rate: 10°C / min; vacuum annealing temperature: 600°C; heat preservation: 2h; cooling: furnace temperature below 150°C.
[0075] 4) Use a hydrocarbon cleaning agent to wipe the outer surface of the gear parts and the position of the teeth, then wipe it with absolute ethanol, and dry it with oil-free compressed air or nitrogen;
[0076] 5) Install the gear parts in step 4) into the nitriding tooling, and combine the profiling piece ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com