Method for controlling carbide banded structure of high-carbon chromium bearing steel
A high-carbon chromium bearing steel, control method technology, applied in the direction of rolling force/roll gap control, metal rolling, etc., can solve the problem of unstable carbide band level control, inability to stably satisfy high-end customers, insufficient dissolution, etc. problems, to stably control the carbide band level, improve composition uniformity, and reduce composition segregation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
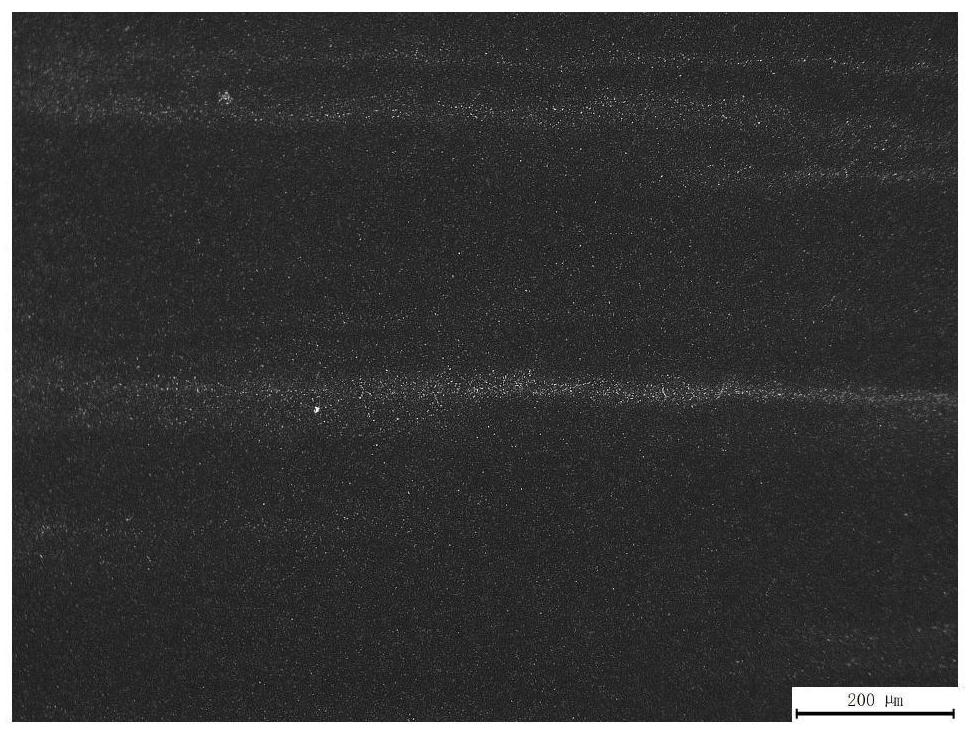
Embodiment 1
[0085] Step a: billet continuous casting: using mold electromagnetic stirring and final light reduction process, mold electromagnetic stirring stirring current is 400A, stirring frequency is 2.5Hz; terminal electromagnetic stirring current is 600A, stirring frequency is 5.0Hz; control terminal light The total reduction is 16mm; the specific water volume is controlled at 0.22L / Kg; at the same time, the casting speed is controlled at 0.62m / min, and the superheat is 21°C;
[0086] Step b: Place the billet in a heating furnace for a high-temperature diffusion, wherein the heating temperature of the high-temperature section is controlled at 1226°C, and the total heating time is controlled at 510 minutes, of which the time of the high-temperature section is 280 minutes;
[0087] Step c: Carry out slab rolling to the slab, and control the slab slab opening process into seven passes, of which the first three passes adopt a large reduction process, and the reduction rates of the first to ...
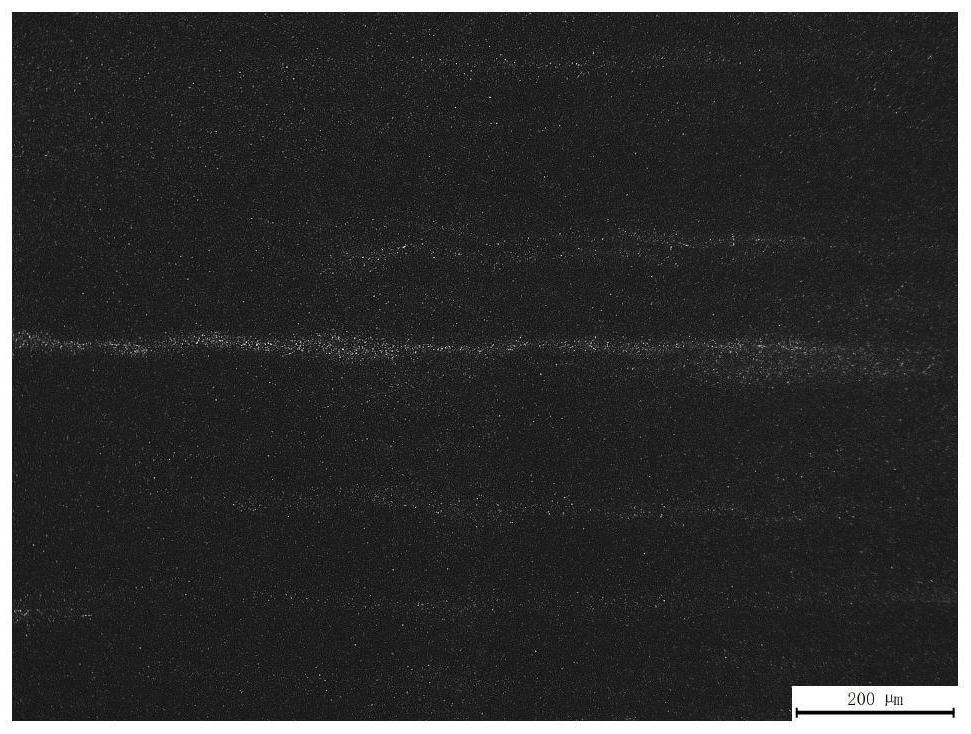
Embodiment 2
[0089] Step a: billet continuous casting: using mold electromagnetic stirring and final light reduction process, mold electromagnetic stirring stirring current is 400A, stirring frequency is 2.5Hz; terminal electromagnetic stirring current is 600A, stirring frequency is 5.0Hz; control terminal light The total reduction is 16mm; the specific water volume is controlled at 0.22L / Kg; at the same time, the casting speed is controlled at 0.62m / min, and the superheat is 25°C;
[0090] Step b: Place the billet in a heating furnace for a high-temperature diffusion, wherein the heating temperature of the high-temperature section is controlled at 1230°C, and the total heating time is controlled at 505 minutes, of which the time of the high-temperature section is 270 minutes;
[0091] Step c: Carry out slab rolling to the slab, and control the slab slab opening process into seven passes, of which the first three passes adopt a large reduction process, and the reduction rates of the first t...
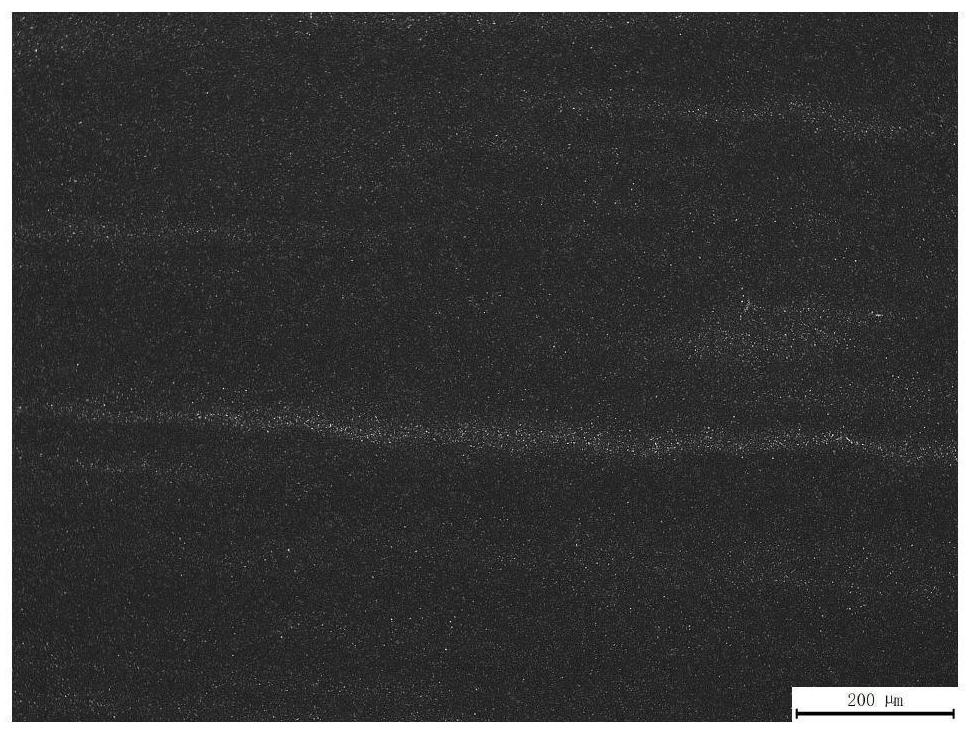
Embodiment 3
[0093] Step a: billet continuous casting: using mold electromagnetic stirring and final light reduction process, mold electromagnetic stirring stirring current is 400A, stirring frequency is 2.5Hz; terminal electromagnetic stirring current is 600A, stirring frequency is 5.0Hz; control terminal light The total reduction is 16mm; the specific water volume is controlled at 0.22L / Kg; at the same time, the casting speed is controlled at 0.62m / min, and the superheat is 15°C;
[0094] Step b: Place the billet in a heating furnace for a high-temperature diffusion, wherein the heating temperature of the high-temperature section is controlled at 1248°C, and the total heating time is controlled at 550 minutes, of which the time of the high-temperature section is 320 minutes;
[0095] Step c: Carry out slab rolling to the slab, and control the slab slab opening process into seven passes, of which the first three passes adopt a large reduction process, and the reduction rates of the first t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More