

Productive method for cr 12 Mov rolling cogging
A production method and roll technology, applied in metal rolling, metal rolling, tool manufacturing, etc., can solve the problems of low metal billet rate, long Cr12MoV production cycle, etc., achieve simple process, convenient production organization, and reduce production cost Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] specific implementation plan
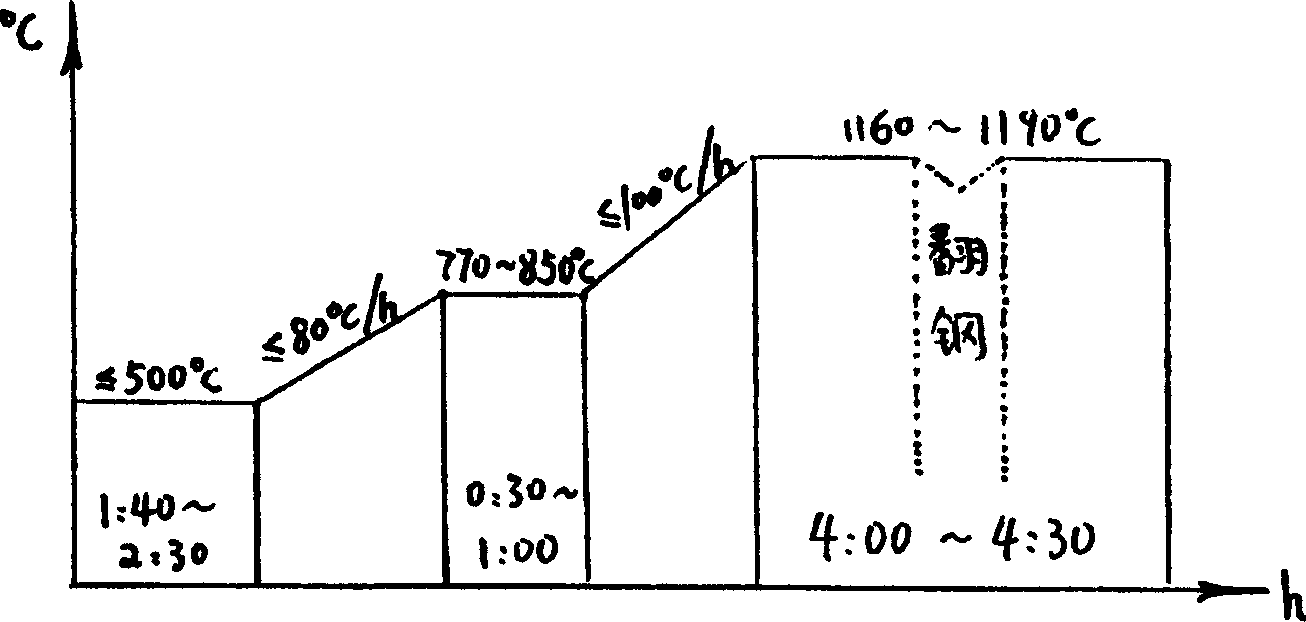
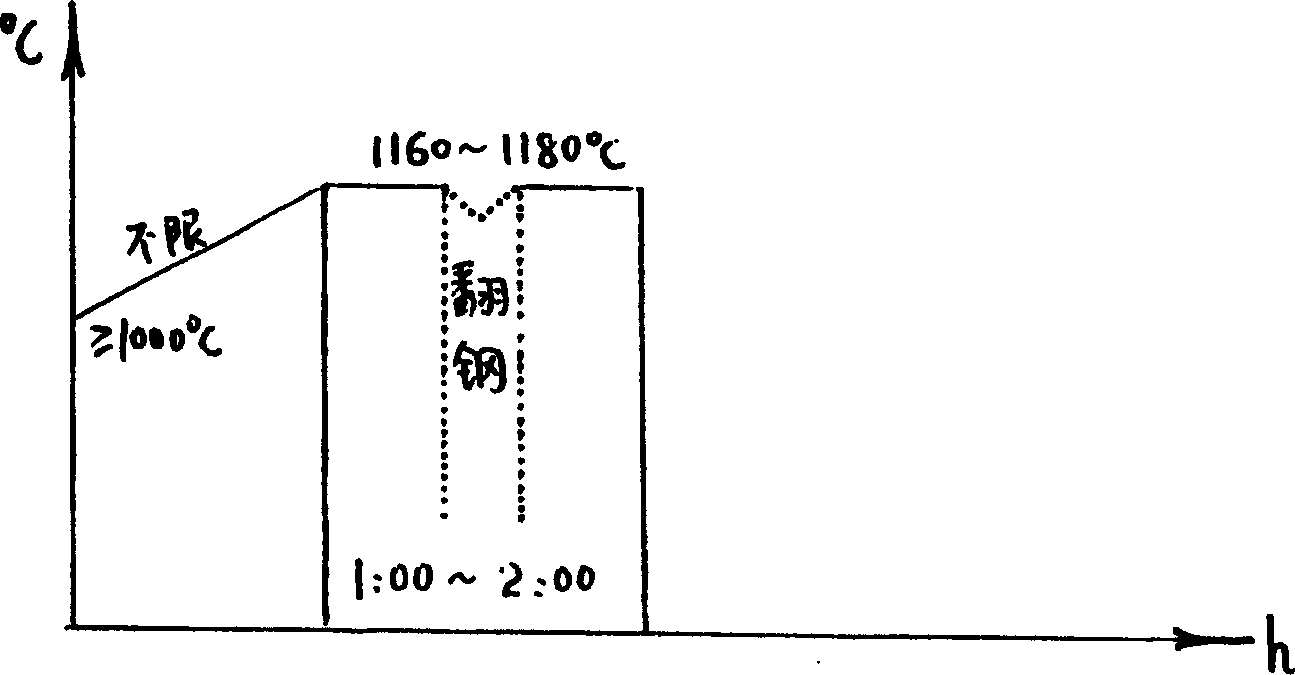
[0021] A steel company implements the patent of the invention, and adopts soaking furnace to heat steel ingot (ingot weight 1.15 tons) + preliminary rolling mill (800 rolling mill) to produce Cr12MoV steel billet (140×140mm). During the first heat rolling of the blooming mill, the soaking furnace heats the steel ingot: (A) the furnace temperature of the steel ingot = 480°C, and keep it warm for 2 hours; (B) when the temperature is raised, first raise the temperature to 810°C at a speed of 75°C / h, Keep warm for 50 minutes; then heat up to 1180-1190°C at a rate of 95°C / h; (C) At a temperature of 1180-1190°C, turn over the steel ingot after holding for 2.5 hours to reduce the temperature difference between the positive and negative sides of the steel ingot. The steel ingot is kept warm for another 1.5 hours; (D) the temperature difference between the positive and negative sides of the steel ingot is ≤30°C, and the billet can be hot-processed ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More