

Reverse-forming sulfuration method for sealed type tooth-shaped edge V tape of rubber lagging
A sealed and anti-molding technology, which is applied to belts, other household appliances, household appliances, etc., can solve the problems of V-belt and shaft contact surface reduction, transmission efficiency reduction, core rope looseness, etc., to reduce foaming and breakdown. The frequency of laminar phenomena, strength reliability assurance, and the effect of increasing the number of cutting strips
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
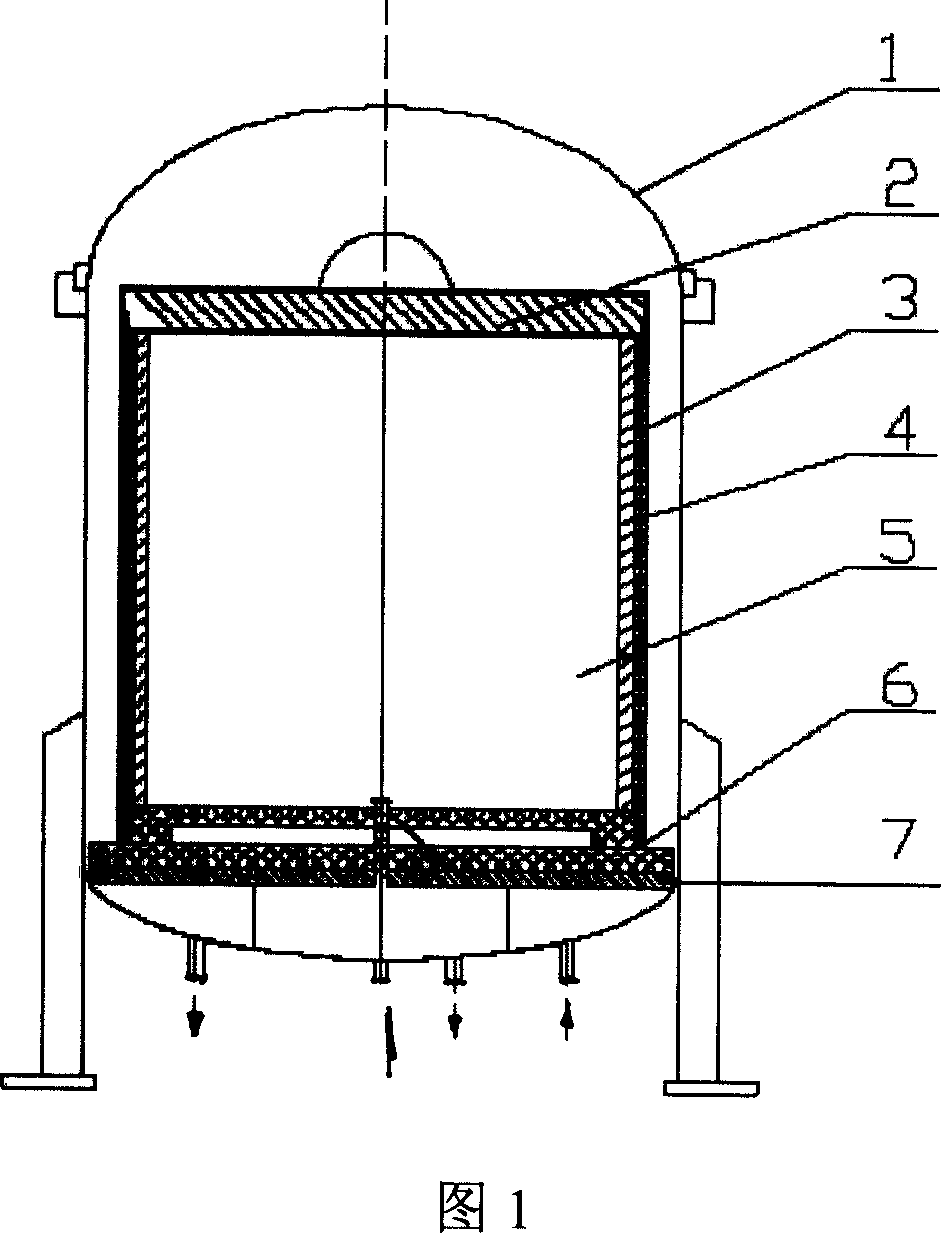
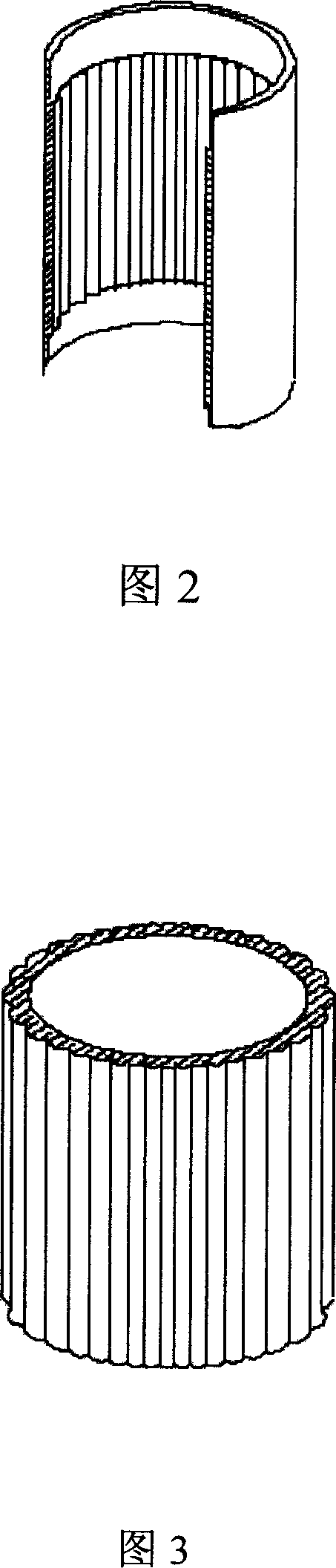
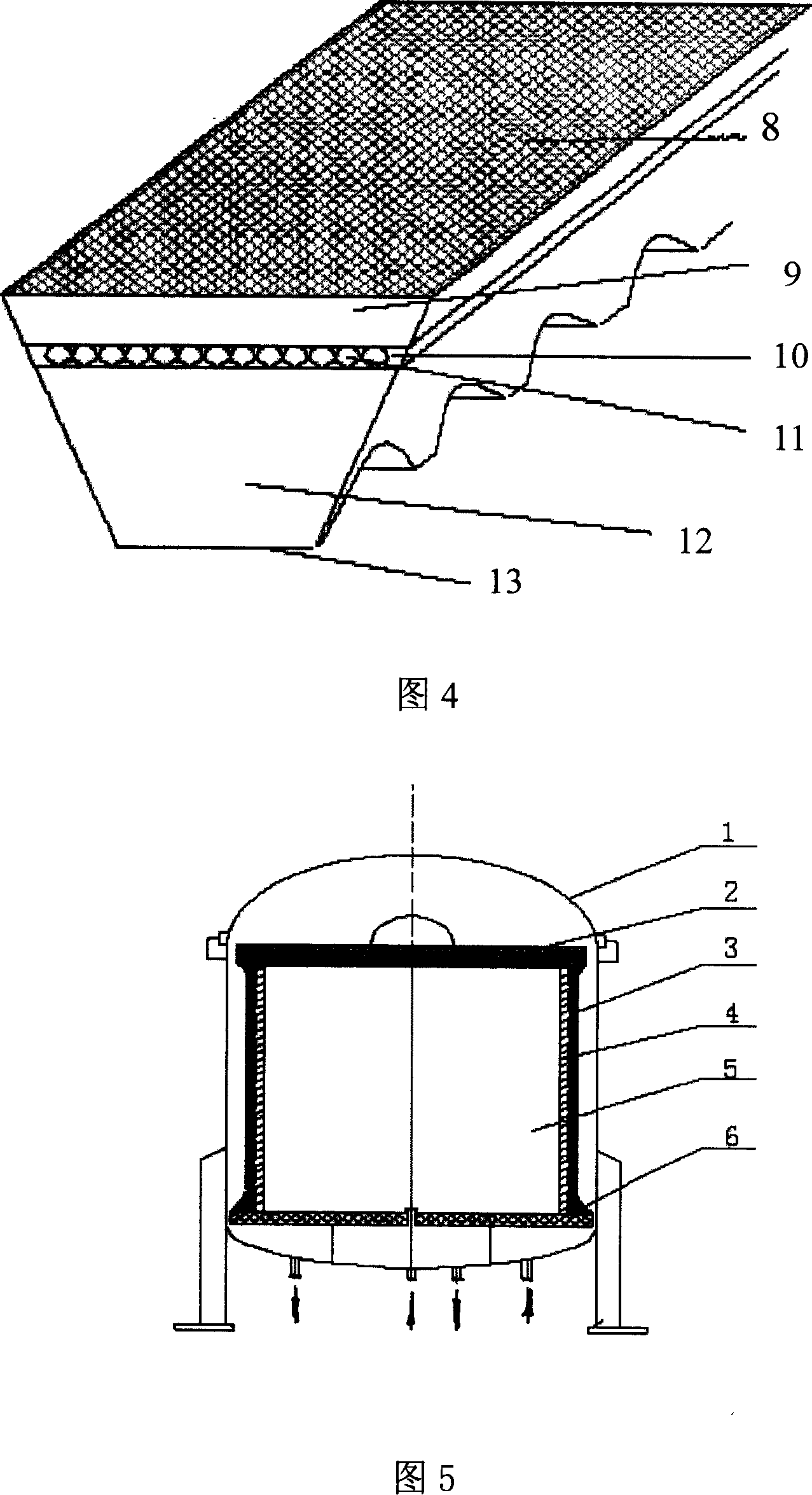
[0021] See Figures 1-4.
[0022]First select the steel pipe required by the design size as the inner mold 5 of the present invention, and process the inner mold 5 into a light mold with smooth surface and no tooth profile. Then put a trademark on the surface of the smooth cylindrical inner mold 5, wrap the top cloth 8, then wrap the top glue 9, then wrap the cushion glue 10, then wrap the core rope 11, then wrap the cushion glue 10, and finally wrap the bottom glue 12 Pack base cloth 13 again, finish the task of making band base 4 with reverse forming method. Make rubber cover 3 then, and rubber cover 3 is the outer mold of product. The tooth shape and structure of the rubber sleeve 3 are specially designed. The inner surface of the middle part of the rubber sleeve 3 has teeth, and the inner surfaces of both ends are smooth and cylindrical. The tooth shape of the inner surface of the rubber sleeve 3 is made by a specially designed mold according to the actual situation of t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More