

Double component molten and jetted non-woven fabric and its making process
A technology of melt-blown nonwoven fabric and manufacturing method, which is applied in the field of nonwoven fabrics, can solve the problems that the filtration resistance cannot reach high-efficiency filter materials, cannot meet market demands, and has low strength, and achieves good thermal insulation performance, easy control, and hand feeling. soft effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] (1) Pretreatment: first put the PET component slices into a fluidized bed pre-crystallizer, pre-crystallize at 160°C for 15 minutes, then send them into a filling dryer, and dry at 170°C for 2 hours;
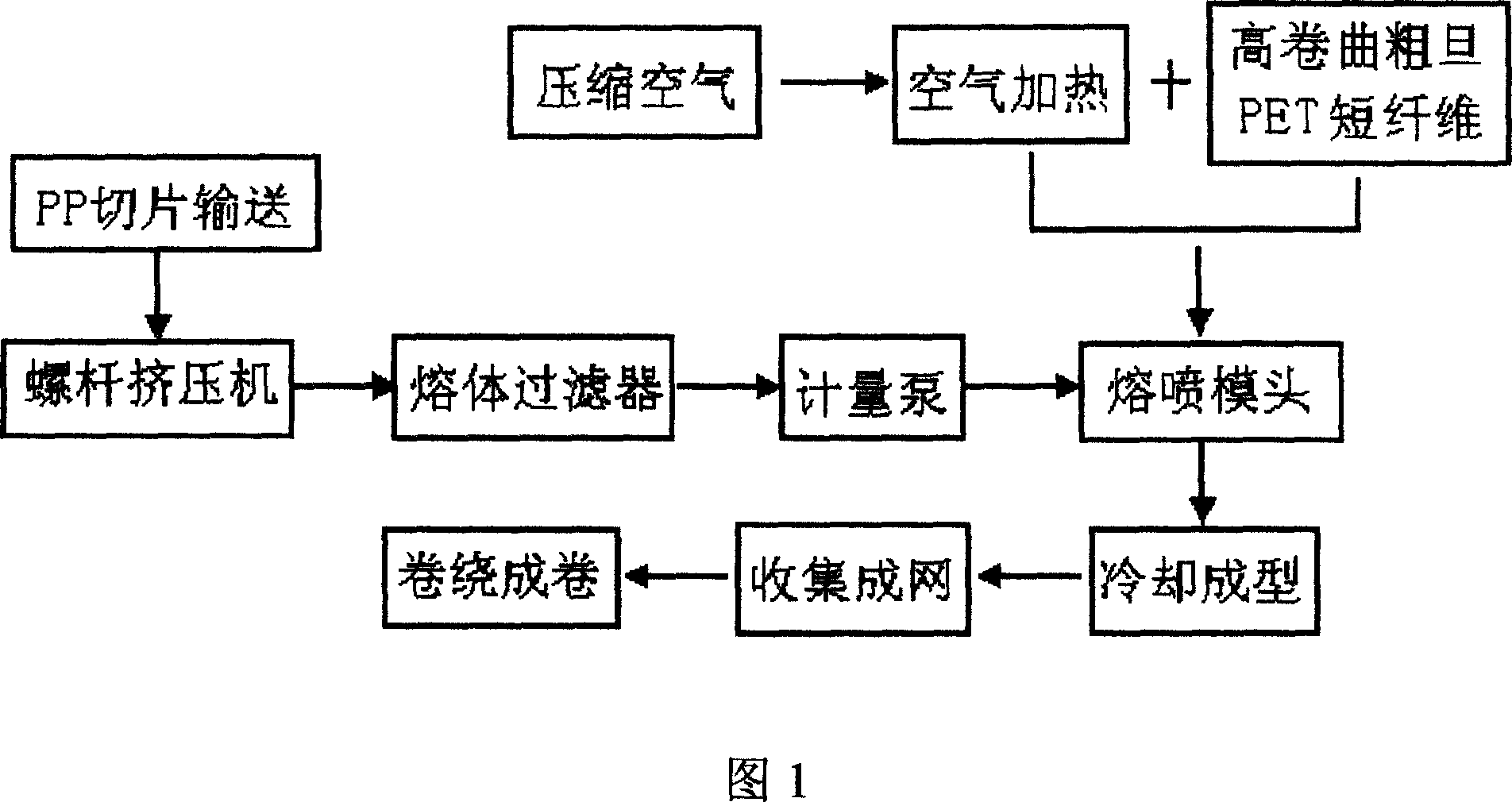
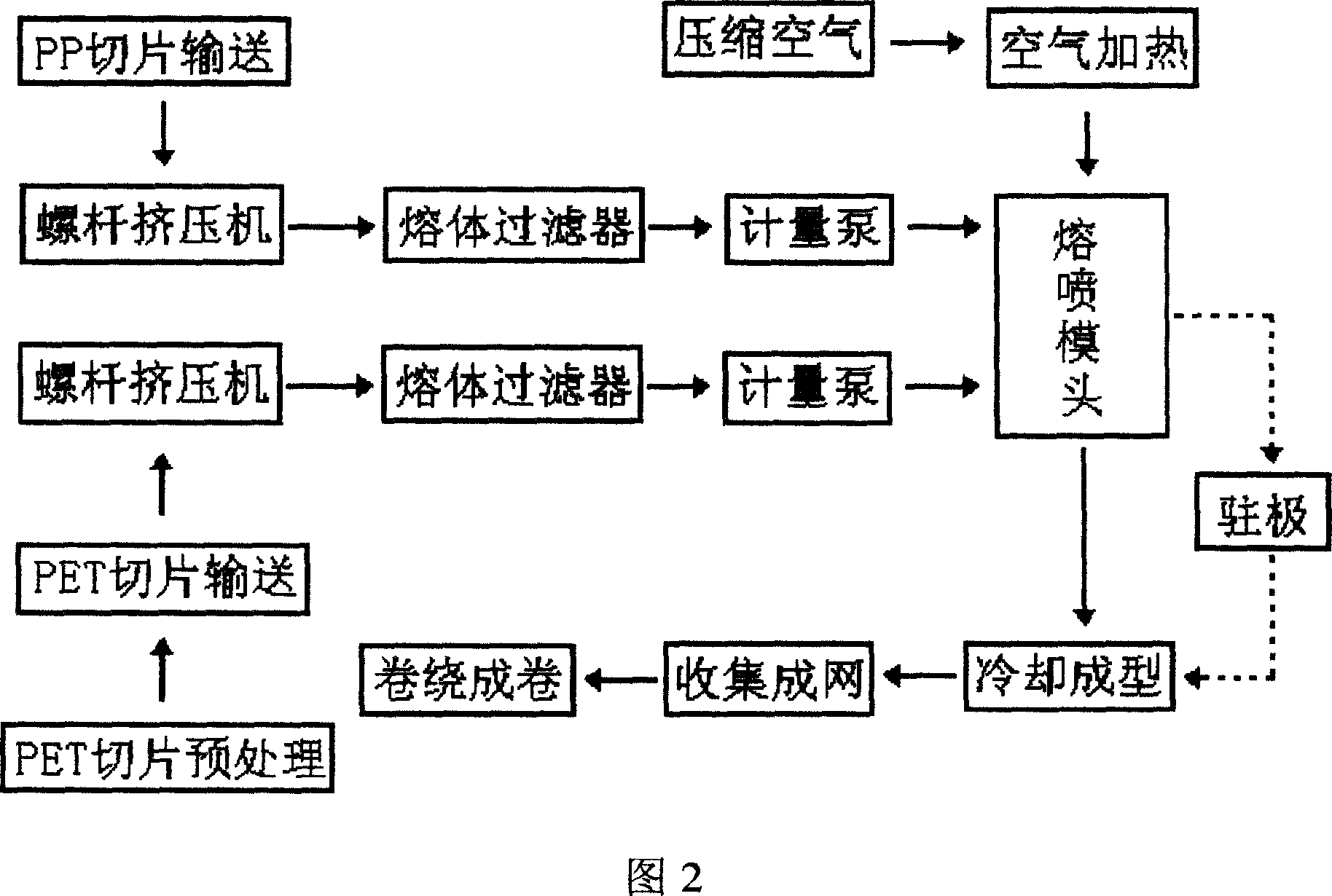
[0035] (2) Manufacture of melt-blown nonwovens: under the protection of nitrogen, feed the pretreated PET component into one of the screw extruders, melt and extrude at 280 ° C, and then pass through the melt filter , metering pump into the melt-blown die head; feed PP directly to another screw extruder, melt and extrude at 230 ° C, and then send it to the same melt-blown die head through a melt filter and a metering pump The two melts meet at the melt-blown die at a ratio of 30 / 70, and can be made into side-by-side two-component melt-blown under the blowing of hot air at 290°C on both sides of the spinneret hole of the melt-blown die. The composite fibers are consolidated into the non-woven fabric by its own waste heat on the receiving device.
[0036] The basis weight ...
Embodiment 2
[0038] (1) Pretreatment: first put the PET component slices into a fluidized bed pre-crystallizer, pre-crystallize at 170°C for 10 minutes, then send them into a filling dryer, and dry at 170°C for 2 hours;
[0039] (2) Manufacture of melt-blown nonwovens: under the protection of nitrogen, feed the pretreated PET component into one of the screw extruders, melt and extrude at 285 ° C, and then pass through the melt filter , The metering pump is sent into the meltblown die head. Feed PP to another screw extruder, melt and extrude it at 235°C, and then send it to the same melt-blown die through a melt filter and a metering pump. The two melts meet at the spinneret at a ratio of 50 / 50, and can be made into side-by-side two-component composite melt-blown fibers under the blowing action of hot air at 300°C on both sides, and are placed on the receiving device by its The non-woven fabric is reinforced by its own waste heat.
[0040] The basis weight of the nonwoven product is 70g / m...
Embodiment 3
[0042] (1) Pretreatment: first put the PET component slices into a fluidized bed pre-crystallizer, pre-crystallize at 170°C for 10 minutes, then send them into a filling dryer, and dry at 170°C for 2 hours;
[0043] (2) Manufacture of melt-blown nonwovens: under the protection of nitrogen, feed the pretreated PET component into one of the screw extruders, melt and extrude at 290 ° C, and then pass through the melt filter , The metering pump is sent into the meltblown die head. Feed PP to another screw extruder, melt and extrude at 240°C, and then send it to the same melt-blown die through a melt filter and a metering pump. The two melts meet at the spinneret at a ratio of 70 / 30, and can form side-by-side two-component melt-blown composite fibers under the blowing action of 300°C hot air on both sides.
[0044] The basis weight of the nonwoven product is 100g / m 2 , fibers with a fineness below 1 μm contain 70%, the average fiber fineness is 0.5 μm, and the fibers are distribu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More