

Foamed aluminium or foamed aluminium alloy continuous casting system and continuous casting process
A foamed aluminum alloy and casting process technology, applied in the field of metal product manufacturing, can solve the problems of restricting the large-scale commercial application of foamed aluminum, uneven distribution of foam body, high raw material cost, etc. The effect of good distribution uniformity and high degree of automation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
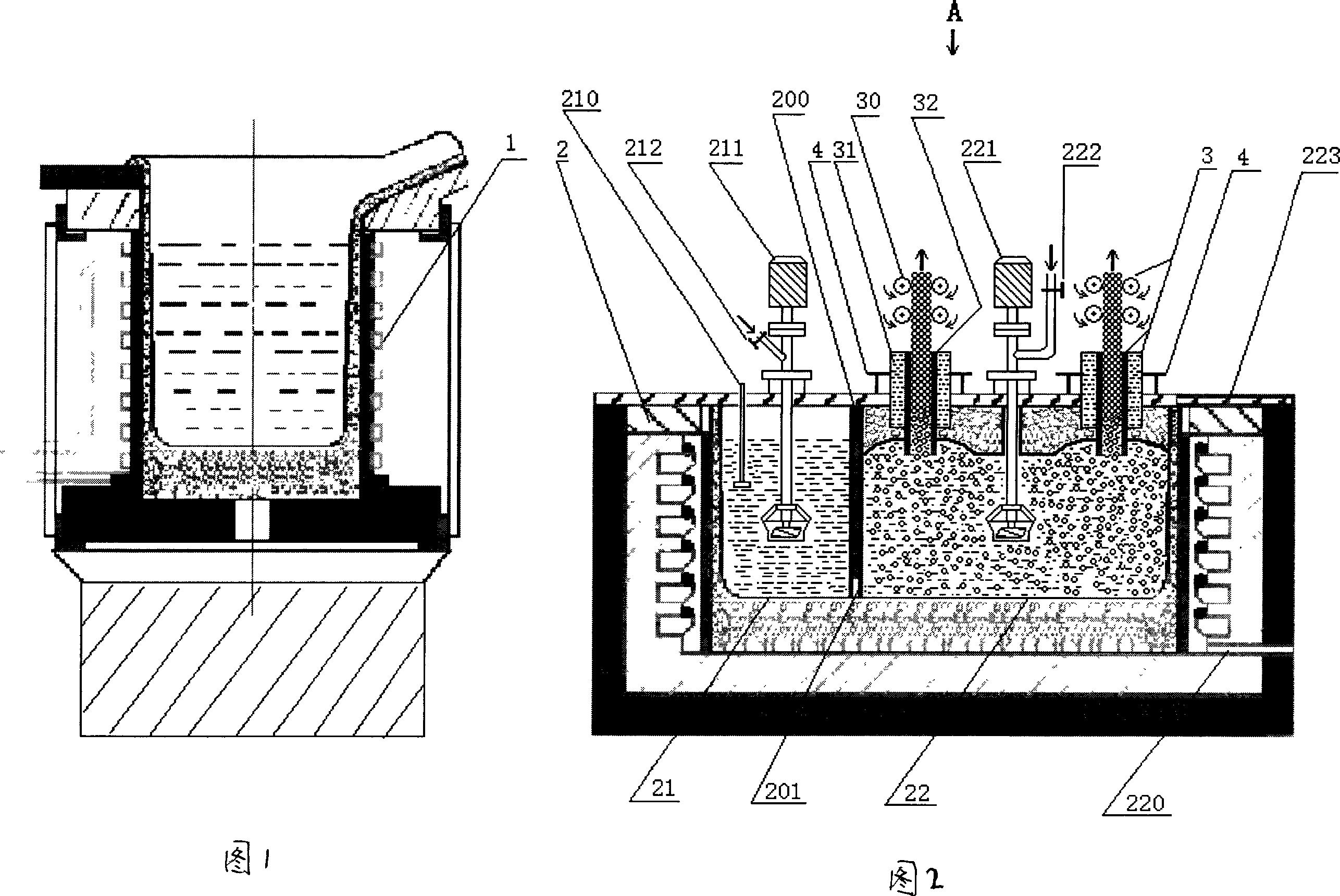
[0037] a. The system of the present invention consists of more than one melting furnace (1), foaming furnace (2) and one or more sets of casting devices (3). The smelting furnace (1) can be an induction furnace or a reverberatory furnace, and its function is to continuously supply qualified aluminum or aluminum alloy melt to the foaming furnace; the foaming furnace (2) is separated by a refractory partition (200). Into a viscosifying chamber (21) and a foaming chamber (22), the bottom of the dividing plate leaves a diversion hole (201) where the melt in the viscosifying chamber can flow to the foaming chamber; Discharging hole (220), so that when unexpected situation occurs, the material in the foaming furnace can be discharged in time.
[0038] b. The viscosity-increasing chamber (21) is equipped with a viscosity sensor (210) and a mixing agitator (211) capable of inhaling the viscosity-increasing agent under negative pressure. The viscosity of the melt in the tackifying cha...
Embodiment 2
[0046] Pull-up continuous casting of 6063 foamed aluminum alloy rod
[0047] In this embodiment, four foamed aluminum rods with a diameter of 50mm are simultaneously produced, and the material and composition are the same as those of 6063 aluminum alloy. Nitrogen is used for foaming. The continuous casting process is shown in FIG. 5 . The casting process is described step by step below.
[0048] The first step: the installation of the crystallizer and the melting of the aluminum alloy melt.
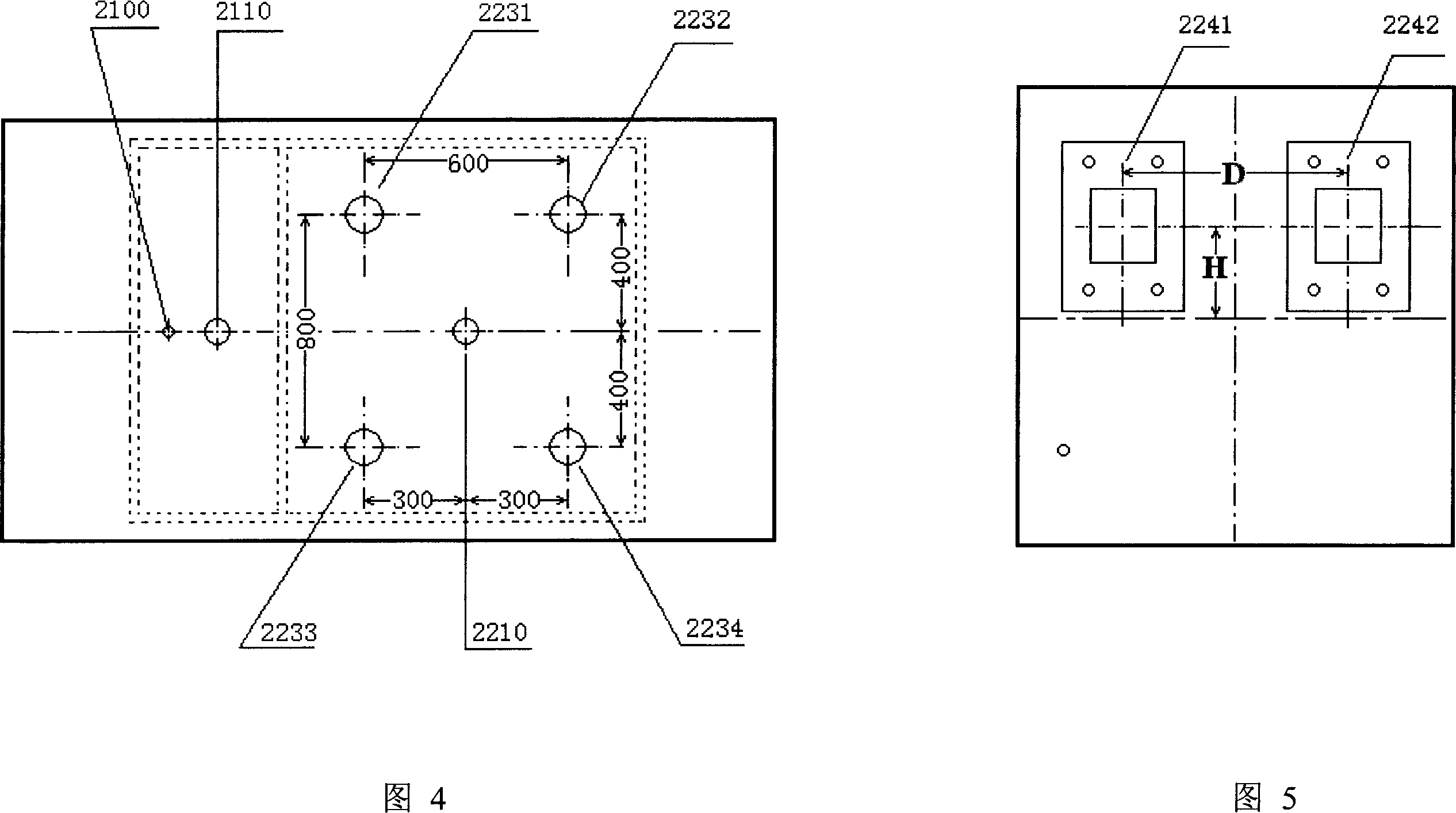
[0049] (1) The installation of the crystallizer. a, the crystallizer is installed on the foaming furnace cover (223) shown in Fig. 1 . Present embodiment is that four groups of casting devices are installed on the furnace cover at the same time, and four circular crystallizers of these four groups of casting devices are respectively installed in casting ports (2231), (2232), (2233) and (2234), (2100), (2110) and (2210) shown in Fig. 3 are respectively installed viscosity sensor (210) a...
Embodiment 3
[0056] Horizontal continuous casting of pure aluminum foam board
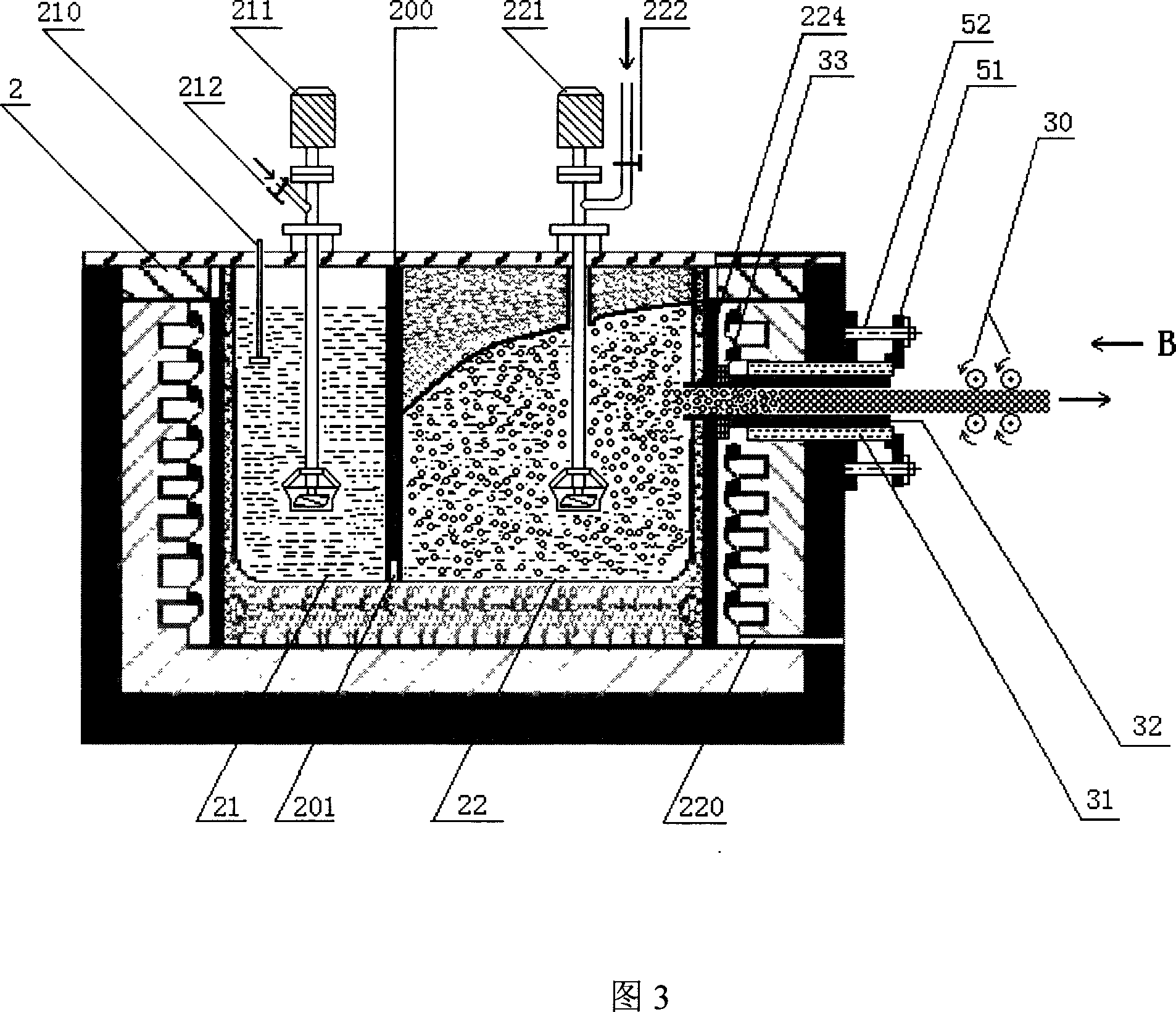
[0057] In this embodiment, an aluminum foam plate with a cross-section width and thickness of 300×100 mm is simultaneously horizontally and continuously cast, and the material composition is pure aluminum, which is foamed with nitrogen. The continuous casting process is shown in FIG. 5 . The casting process is described step by step below.
[0058] (1) The installation of the crystallizer. a, install two square crystallizers in the horizontal continuous casting system shown in Figure 2, the specific installation position is shown in Figure 4, that is, the casting port (2241) and (2242) of the side view of the foaming furnace B, two The center distance of the casting mouth is D is 600mm, and the height H between the center line of the casting mouth and the center position of the foaming furnace is 300mm. The shape of each part in the crystallizer is shown in Figure 7. In this embodiment, the water-cooling jac...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More