

Method of making a fine grained cemented carbide
a cemented carbide, fine grain technology, applied in the direction of turning machines, turning apparatus, turning tools, etc., can solve the problems of limiting grain growth, unfavorable affecting toughness behavior, and particularly detrimental additions of vanadium or chromium, and achieve high deformation resistance and high toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
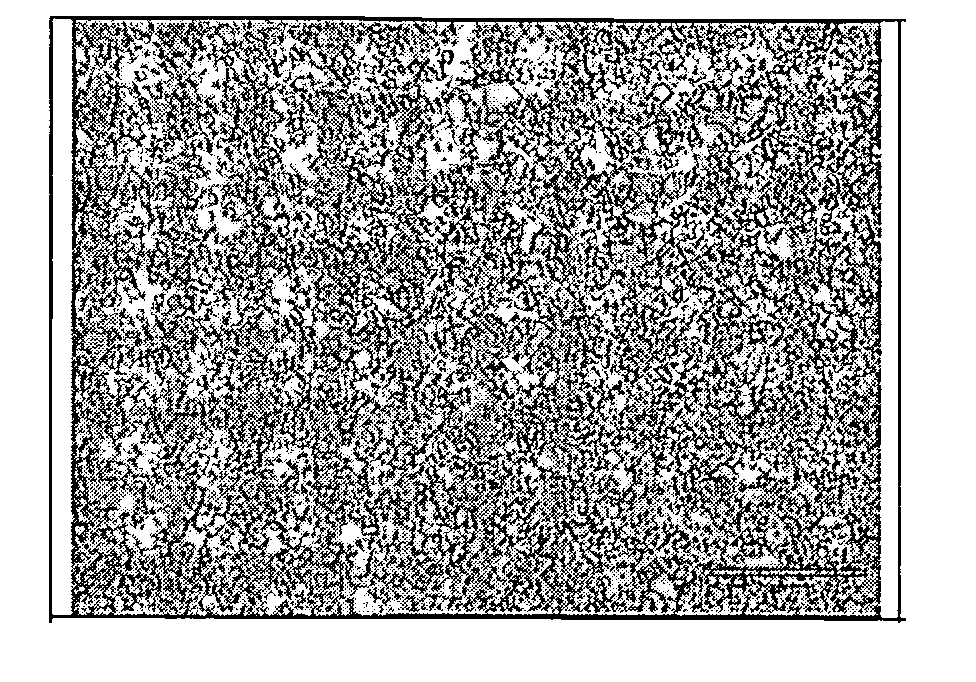
[0034] From a powder mixture consisting of 6.0 weight-% Co, and balance WC with an average grain size of about 1 μm with 0.01 weight-% overstoichiometric carbon content, turning the inserts CNMG120408 were pressed. The inserts were sintered in H2 up to 450° C. for dewaxing. At 450° C., the furnace was evacuated and refilled with nitrogen up to a pressure of 0.8 atm. The temperature was kept constant at 450° C. during the nitrogen filling procedure. After completed filling, the temperature was increased to 1370° C. with a speed of 15° C. / min, keeping the nitrogen pressure constant. At 1370° C., the furnace was evacuated and refilled with a protective atmosphere of 10 mbar Argon and kept at 1370° C. for 30 minutes followed by an increased Ar pressure of 40 mbar and a temperature increase up to the final sintering temperature of 1410° C. where the temperature was kept for an additional hour before cooling and opening of the furnace.
[0035] The structure in the cutting inserts consisted...
example 2
Reference Example to Example 1
[0036] Pressed inserts from Example 1 were sintered in H2 up to 450° C. for dewaxing, further in vacuum to 1370° C., then filled with a protective gas of 10 mbar of Ar and kept at 1370° C. for 30 minutes followed by an increased Ar pressure of 40 mbar and a temperature increase up to the final sintering temperature of 1410° C. where the temperature was kept for an additional hour before cooling and opening of the furnace.
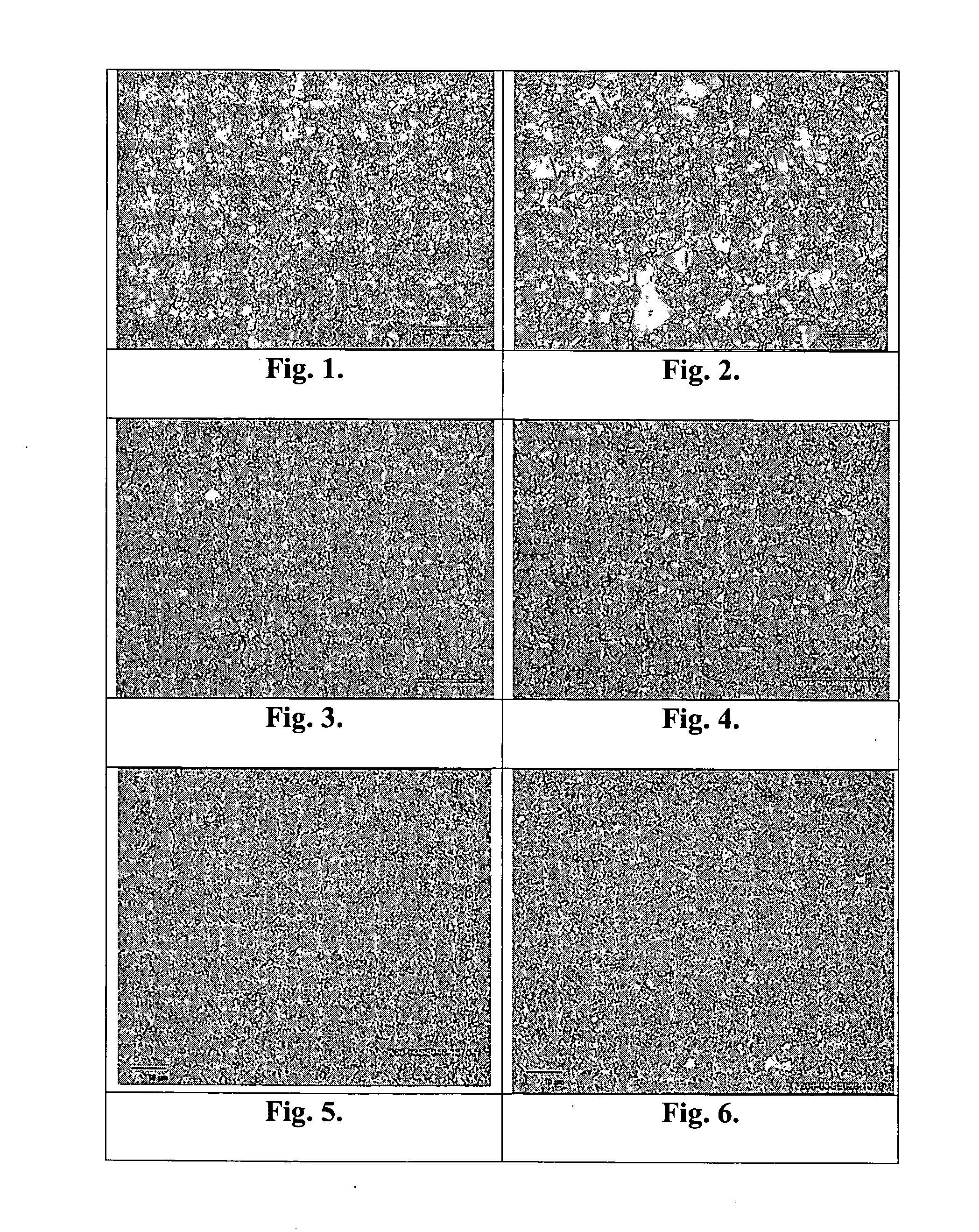
[0037] The structure in the cutting inserts consisted of a comparably less fine and uniform tungsten carbide grain size in combination with a acceptable binder phase distribution, FIG. 2.
example 3
[0038] Pressed inserts from Example 1 were sintered in H2 up to 450° C. for dewaxing. At 450° C., the furnace was evacuated and refilled with nitrogen up to a pressure of 0.8 atm. The temperature was kept constant at 450° C. during the nitrogen filling procedure. After completed filling, the temperature was increased to 1370° C. with a speed of 15° C. / min, keeping the nitrogen pressure constant. At 1370° C. the furnace was evacuated and refilled with a protective atmosphere of 10 mbar Argon. The actual sintering was limited to a 30 min hold at 1370° C. followed by cooling and opening of the furnace.
[0039] The structure in the cutting inserts consisted of comparably fine and uniform tungsten carbide grain size in combination with an acceptable binder phase distribution, FIG. 3.
PUM
| Property | Measurement | Unit |
|---|---|---|
| pressure | aaaaa | aaaaa |
| pressure | aaaaa | aaaaa |
| temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More