While these structural panels have been useful in the
construction industry, they have had the
disadvantage of being costly and sometimes unavailable in rural areas.
They also have the
disadvantage of not being able to be custom engineered and fabricated to meet the load demands of a particular structure and are only available in a few, structurally limited, configurations.
However, such materials are manufactured from
petrochemical substances and have potential environmental damage issues associated with them.
There is also the increasing price of these fillers due to the finite quantity of
petroleum resources and their depletion.
Additionally, there is the difficulty in obtaining plastic foams in developing countries and remote locations as well as the high cost of shipping to these locations due to
plastic foam volume to weight ratio.
At least one company produces lattice structures having forty-five degree (45°) bends for use in their structural panels, a configuration that is more structurally sound but which also increases the cost of the structural panel due to production economics.
Typically, such structural panels are limited to only one thickness option.
While structurally superior, these designs result in increased expense passed to the end
consumer.
The design of the structural panel may also be complicated which further increases production costs.
In rural areas and foreign countries many of these specialized materials are not available and must be shipped, further increasing expense or prohibiting the area from using pre-fabricated structural panels altogether.
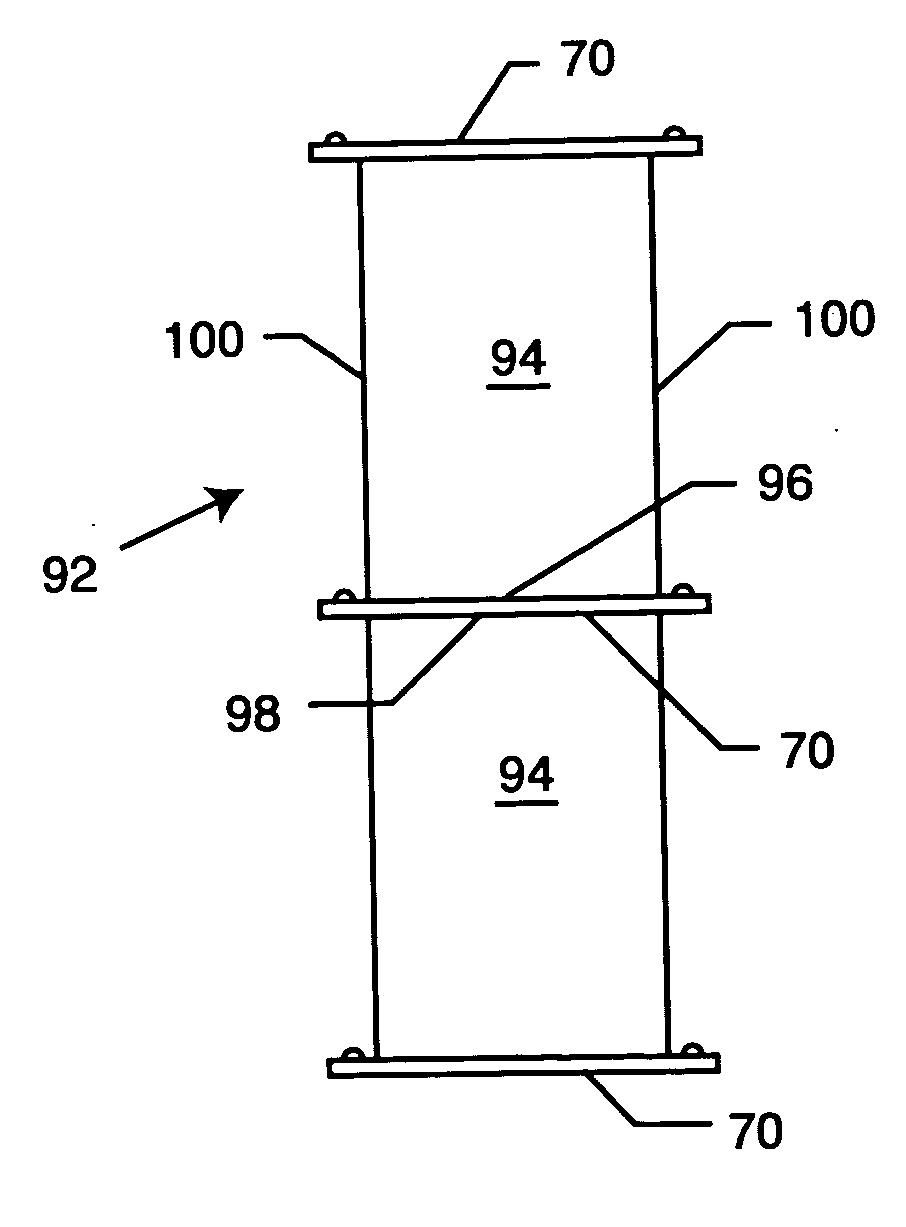
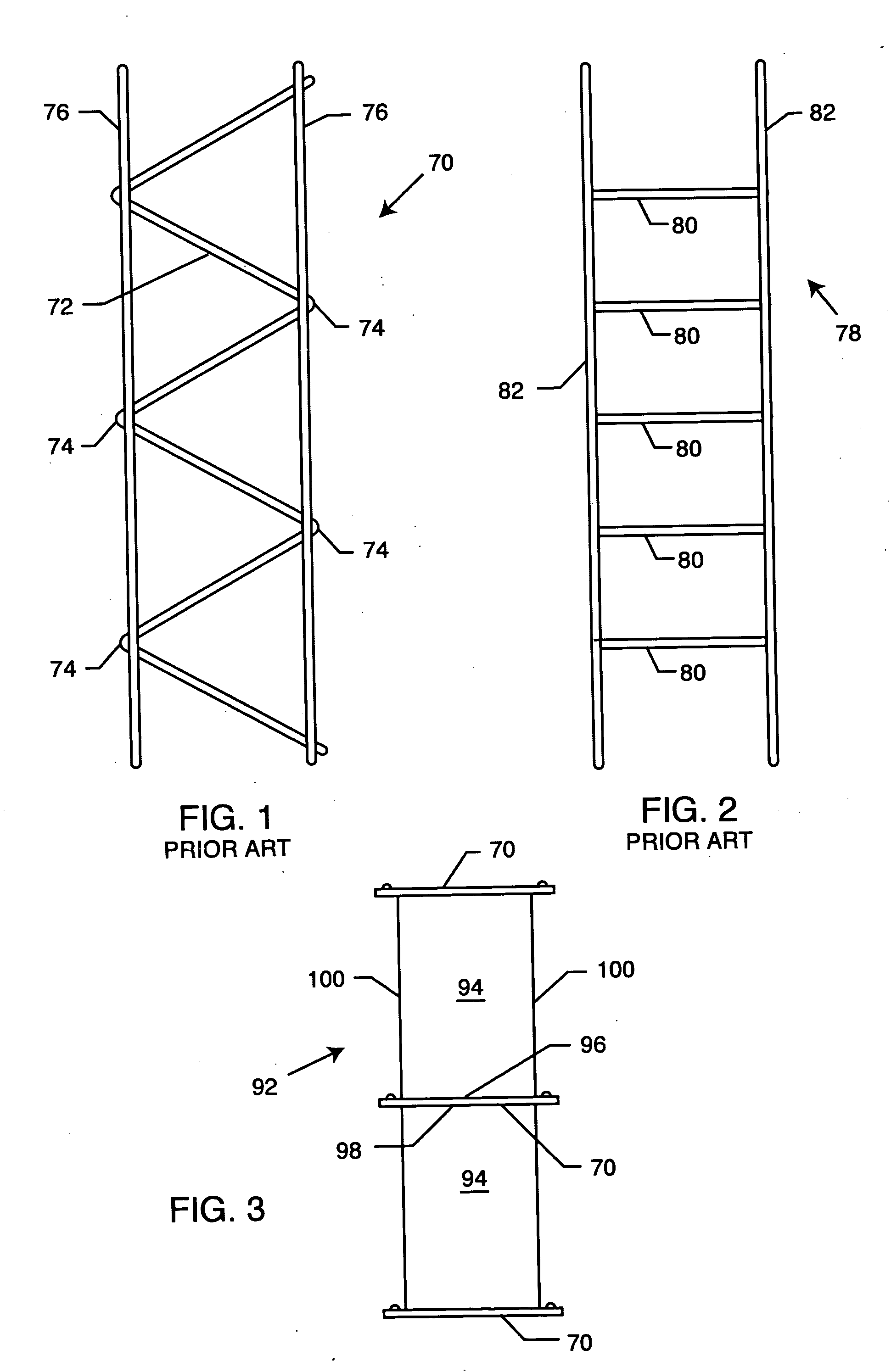
Previous methods of fabricating panels with a wire truss structure and a wire face mesh have been made utilizing machines and techniques which resulted in panels being limited in the dimensions of the components employed.
If a different panel was desired, a new
machine was needed to make the new panel type or, at least, extensive,
time consuming, and costly modifications or re-fabrication of the
machine, was required.
The manufacture of all Structural Concrete Insulating Panels (SCIP) to date has involved significant
capital investment due to the complexity of the machinery required, or, in the case of low-cost methods, it has been very limited in breadth of capacity in terms of sizes of panels able to be produced.
In addition, most
methods of production have required high levels of technical skill to operate as well as utility (electrical and water) and other support not readily available in developing nations.
Also, all other systems have a linear manufacturing path which results in the entire operation being
shut down if any part of it fails.
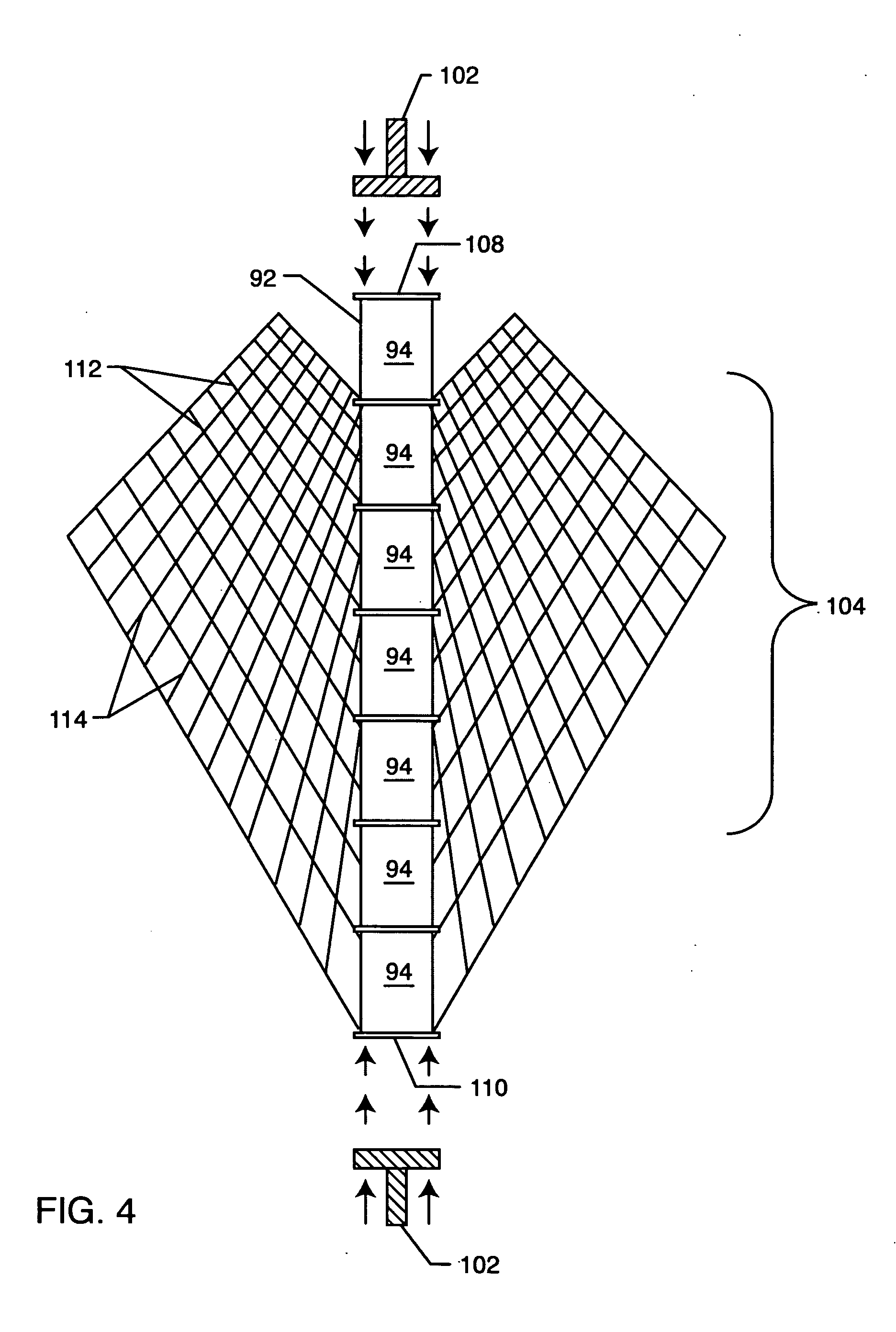
A significant drawback to this design is the linear product flow.
While longer apparatus' could be fabricated, allowing for longer panels, this compounds the problem of other work halting while the panel is in the compression section of the apparatus.
This results from there being much more surface to
affix the face mesh to, thereby lengthening the time that other, shorter duration tasks would be idle.
While these idleness problems might be overcome through task realignment of the
crew, a more significant problem is that all previous machines were limited in their capacity to accept a wide variety of panel thicknesses.
These early apparatus' also had as inability to change the position of the core relative to the face of the panel.
These problems result from the nature of the apparatus'.
These two problems are significant because the ability to employ deeper trusses allows for greater panel strength and greater spans.
This routinely results in the need for the upper concrete skin to be thicker than the lower skin.
Both the linear
work flow and the limited thickness flexibility result in the means of increasing product output being the addition of entire machines.
The nature of the apparatus' in the gauge and depth of the wires in the trusses and the gauge and density of the wires in the face mesh also limited previous panel manufacturers.
This is a significant problem and demonstrates a need that, if the load on the structure increases, increasing the gauge or depth of the truss and / or increasing the gauge and density of the mesh allows for a panel to be produced that can
resist this increased load.
No previous SCIP manufacturer has undertaken an
engineering approach to the design of an SCIP.
This is principally because their output was limited in variation.
A last issue is that because such machines have been in the public domain for so long there is no opportunity for patent protection and the
resultant business benefits that flow from such protection.
It is costly to produce, transport, store and has steadily risen in price over time.
However, reinforcing steel is a commodity that is relatively expensive.
Reinforcing steel is costly to produce and it has steadily risen in price over time.
Reinforcing steel is also very heavy and as a result costly and dangerous to install.
It is very heavy, typically weighing over 150 pounds per
cubic foot.
In fact, it is so heavy that a significant percentage of the total reinforcing steel required in concrete structures is there to overcome the loads imposed by the
mass of the concrete itself, commonly known as the dead load.
Lastly there is a very high cost in forming concrete.
The result is that the formwork is very costly.
Hence, this temporary structure is the most costly element of a concrete structure.
All of the above combine to result in a construction process that is slow and costly.



 Login to View More
Login to View More  Login to View More
Login to View More