

Waxless precision casting process
a precision casting and waxless technology, applied in the field of investment casting, can solve the problems of not being able to meet the design requirements of components, the cost of investment casting, and the inability to manufacture such blades economically with existing technology, so as to achieve the effect of improving the green body strength, facilitating the production of cores, and high failure ra
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
Exemplary Casting Process
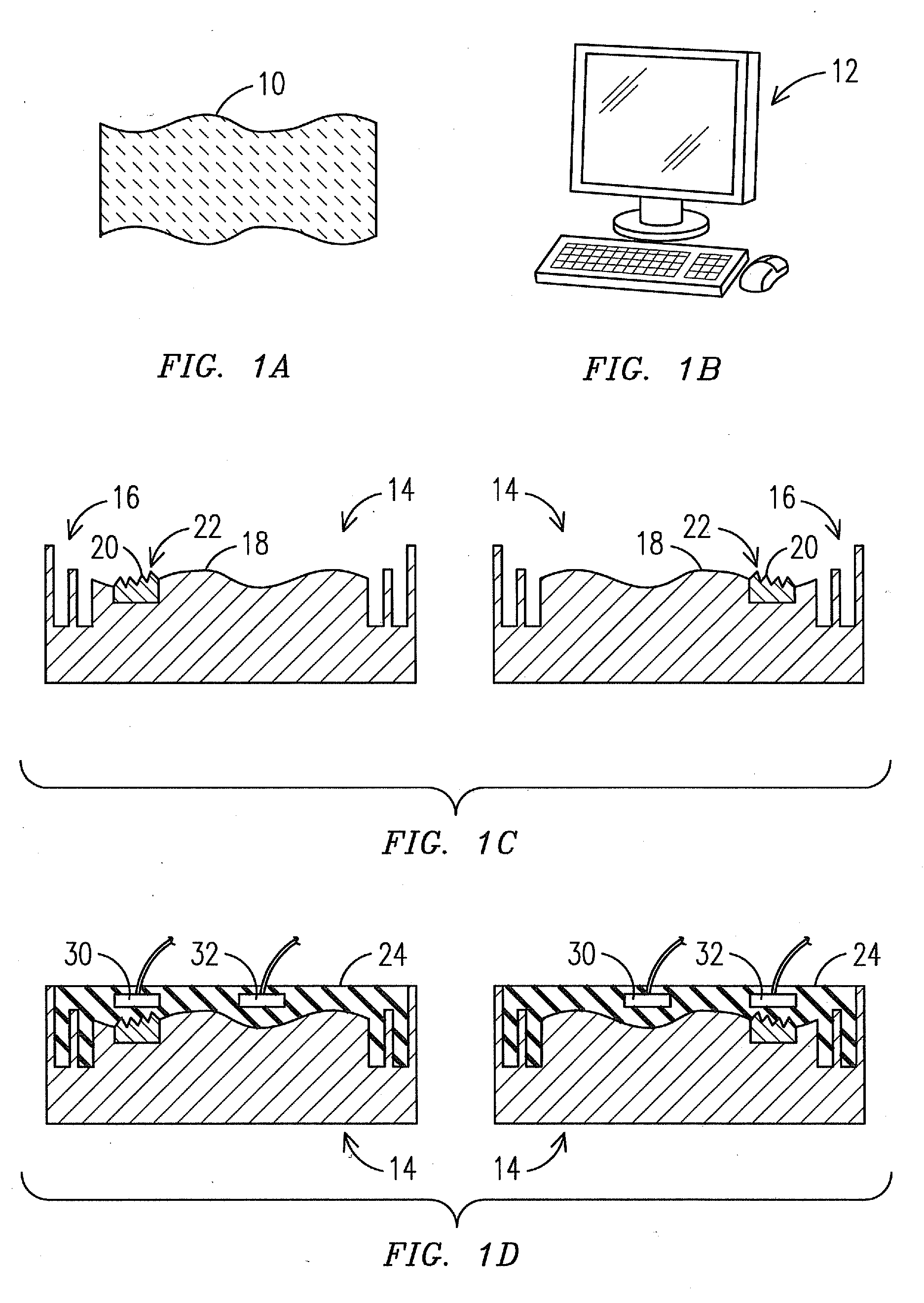
[0027]The waxless precision casting process disclosed herein includes the use of relatively inexpensive master tools made from easily machined soft alloy material, such as aluminum, with optional high precision feature inserts. The master tools are used to cast intermediate flexible molds, which in turn are used to cast respective sections of a ceramic casting vessel. The vessel sections are then assembled to form a complete ceramic casting vessel, with precise alignment of the sections facilitated by cooperating alignment features.
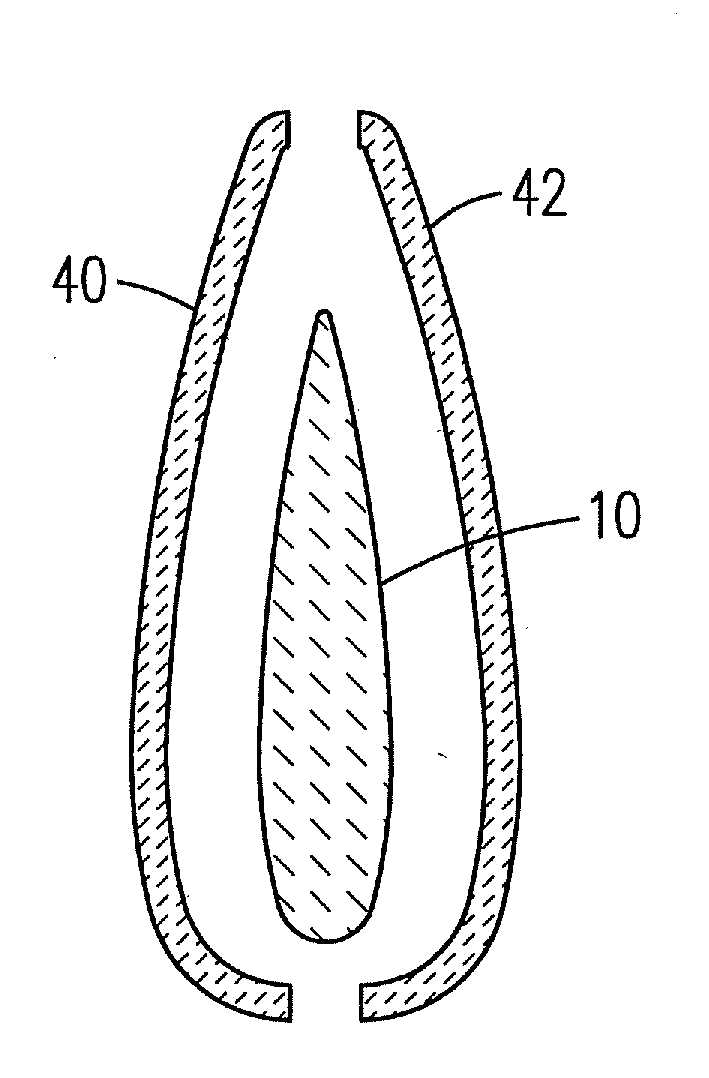
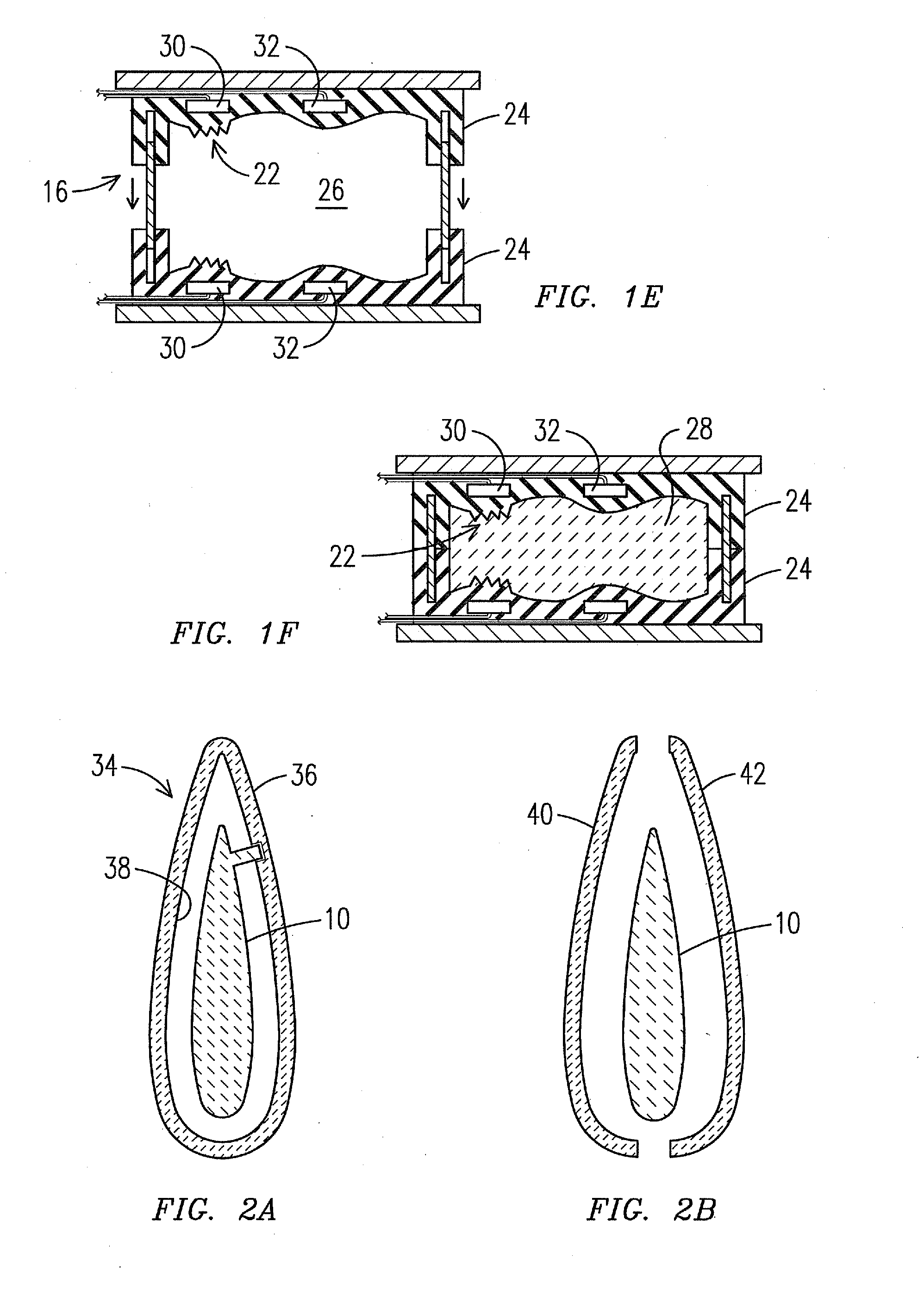
[0028]An exemplary embodiment of the invention discussed herein is the fabrication of a gas turbine blade, which is a hollow alloy component having interior cooling passages; however, one will appreciate that the invention is not so limited and may be used for the fabrication of various hollow and solid components. The present waxless casting process is first described in part under this subheading with reference made to the fabri...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| pressure | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More