

Friction stir welding tool with shoulders having different areas; methods using such tool; product welded with such tool
a technology of friction stir and shoulder, which is applied in the direction of manufacturing tools, soldering devices, auxillary welding devices, etc., can solve the problems of inferior quality of joints, increased labor intensity, and inapplicability of known conventional fsw tools, so as to increase the production rate, increase the specific strength-to-weight ratio, and increase the heat input
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0056]The invention will now be described in details by referring to the appended drawings. Corresponding elements of the different embodiments have the same reference numerals. It is to be understood that the scope of the invention is not limited to the embodiments as shown in the appended Figures which are used only for clarification purpose.
[0057]The reference numerals in the drawing indicate:
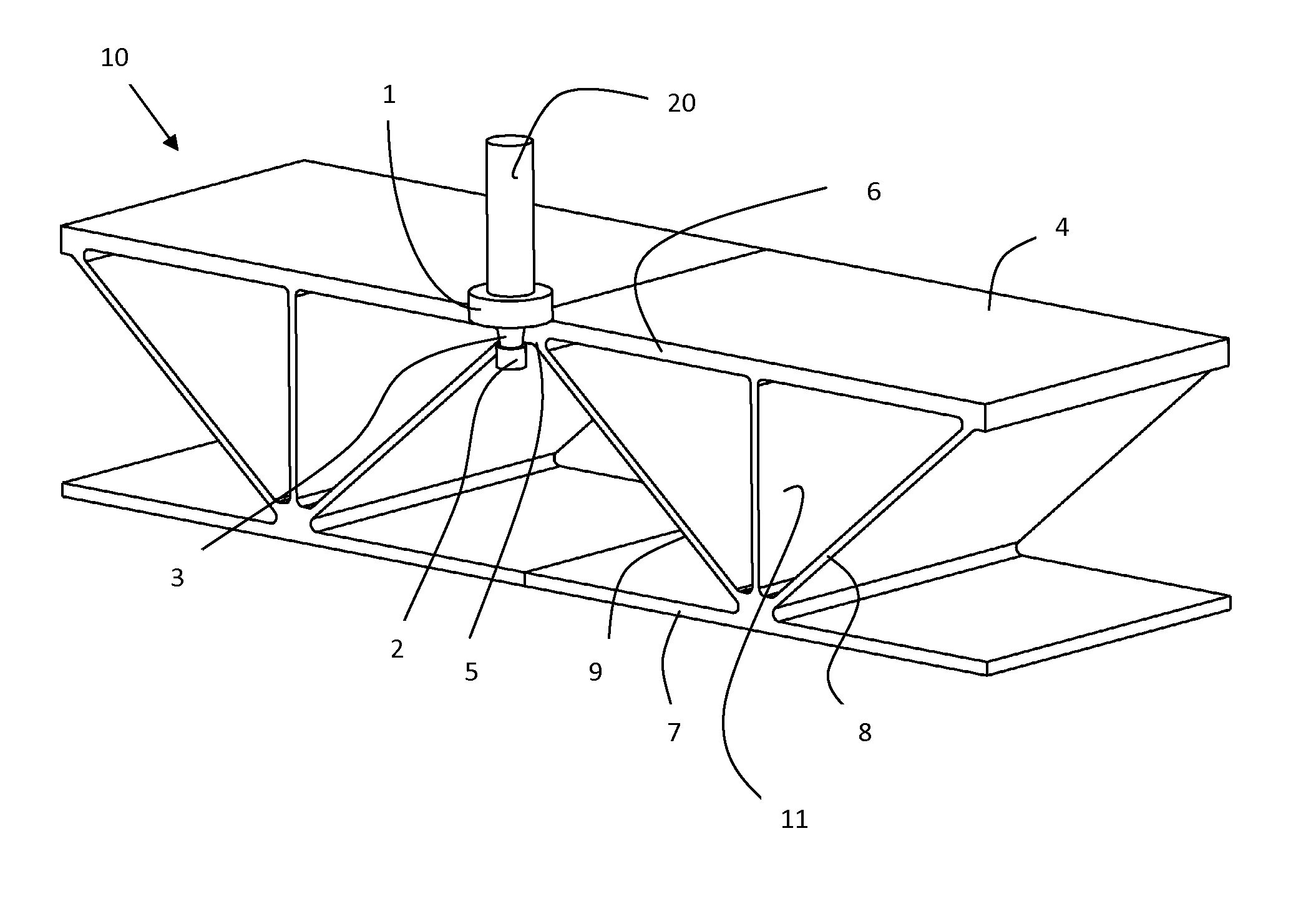
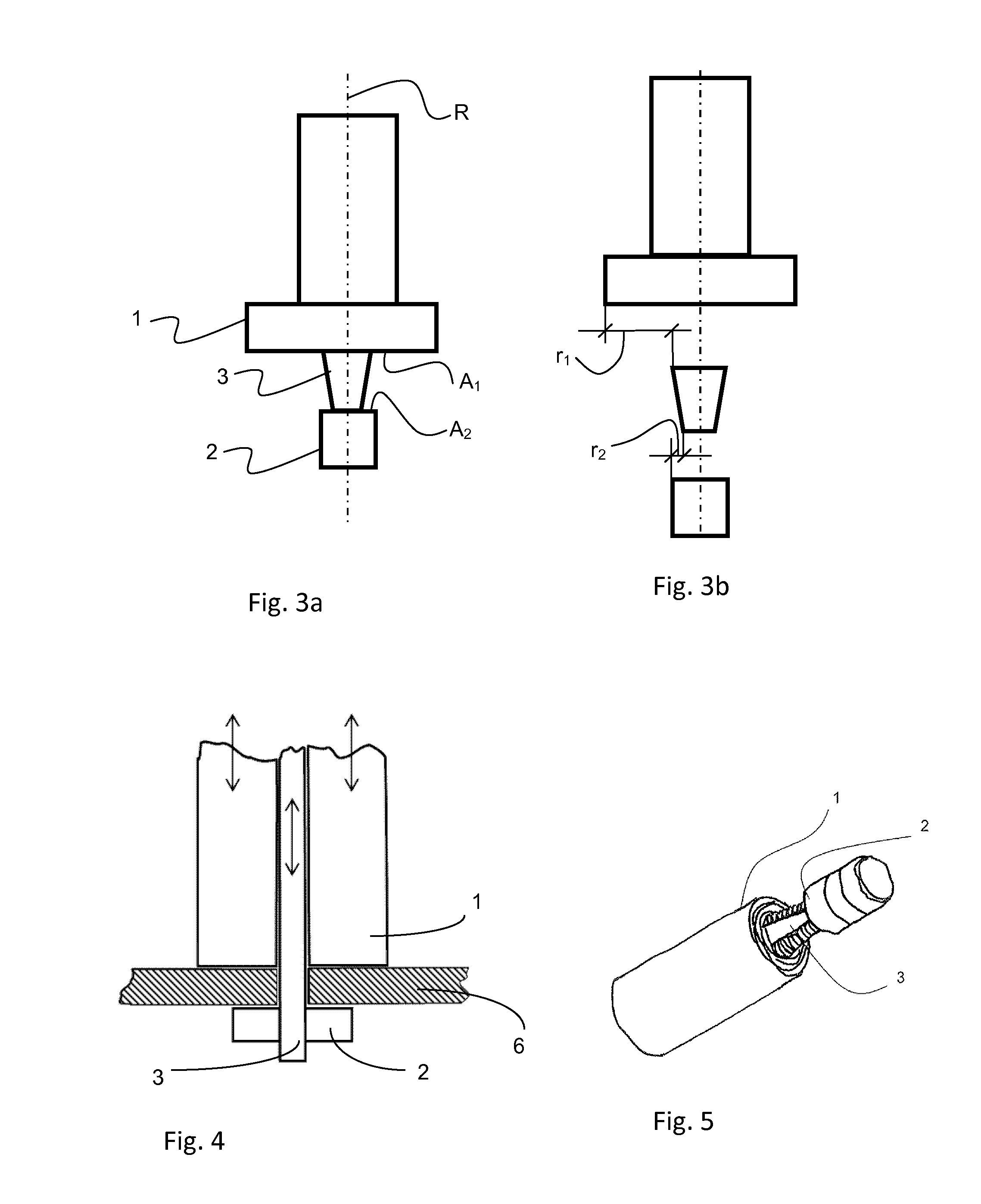
[0058]1 first shoulder
[0059]2 second shoulder
[0060]3 pin
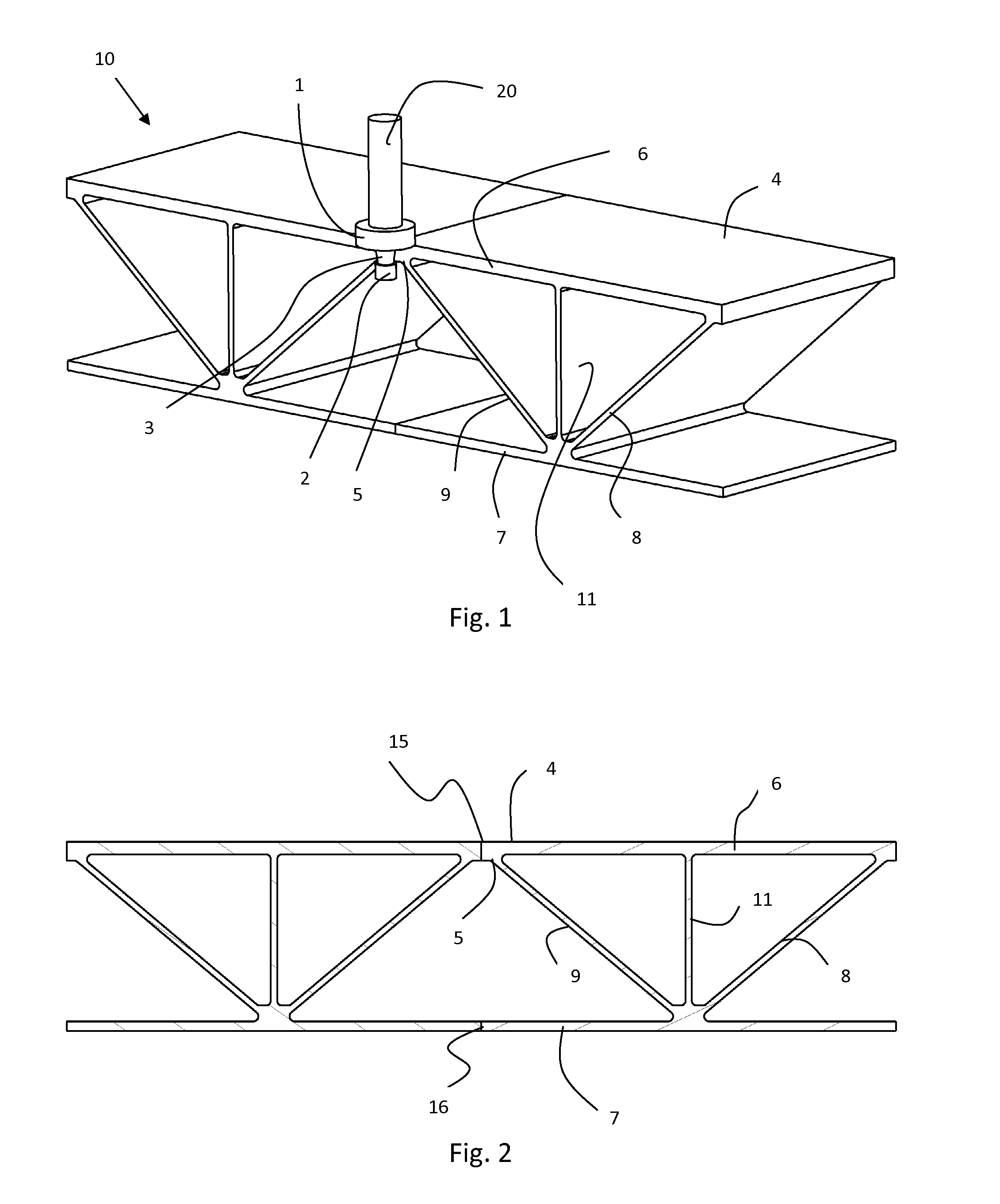
[0061]4 first surfaces of first portions 6 of the work pieces
[0062]5 opposite surfaces of first portions 6
[0063]6 first portions of the work pieces
[0064]7 second portions of the work pieces
[0065]8 inclined inner wall
[0066]9 inclined inner wall
[0067]10 work piece
[0068]11 central inner wall
[0069]15 joint between flat portions 6
[0070]16 joint between flat portions 7
[0071]17 narrowing portion in joint 15
[0072]20 FSW tool
[0073]FIG. 1 shows a cross-sectional view of a two adjacent and abutting hollow extrusion profiles 10, which are being joi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| speed | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More