

Method for preparing alumina dispersion-strenghtened copper-base composite material
A technology for dispersion-strengthened copper and composite materials, applied in the field of preparation of alumina dispersion-strengthened copper-based composite materials, can solve the problems of high cost, limitation of wide application of excellent composite materials, difficult quality control, etc. Complete oxidation, favorable for concentrated diffusion, and the effect of increasing the rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
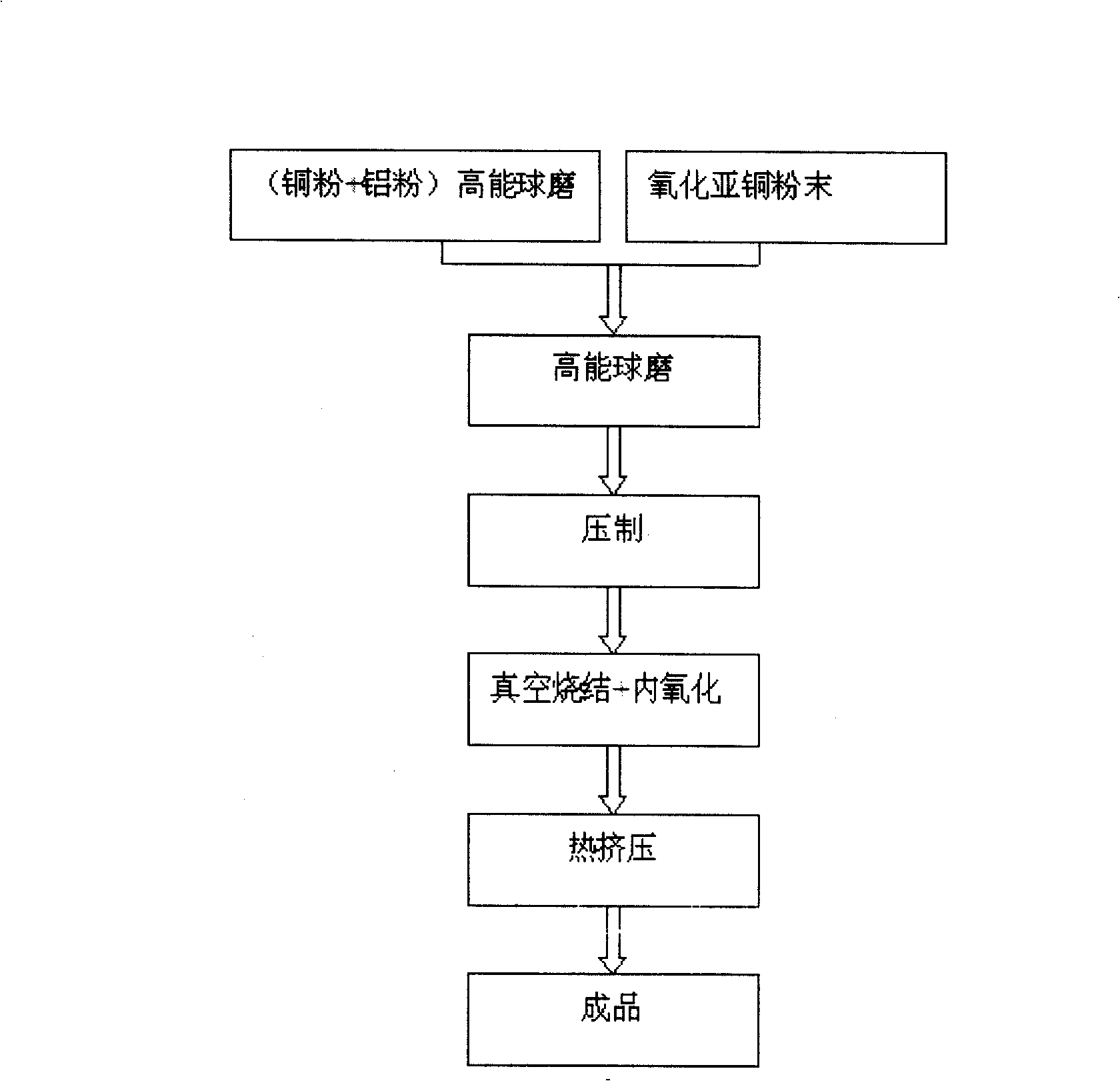
[0035] 99g of copper powder and 1g of aluminum powder were ball milled in a high-energy ball mill for 4 hours, the ball-to-material ratio was 30:1, and the ball mill speed was 400 rpm to make copper-aluminum pre-alloy powder; then add 2g of cuprous oxide powder and copper Aluminum pre-alloy powders were ball milled together for 3 hours, the ball-to-material ratio was 30:1, and the speed of the ball mill was 400 rpm to make composite powders; the composite powders were cold-pressed to make compacts; then the compacts were put into high-purity graphite for In the vacuum furnace of the heating body, first evacuate to 0.5×10 -2 Pa, use a heating rate of 10°C / min to rise to 400°C, use a heating rate of 20°C / min to rise to 800°C, then use a heating rate of 5°C / min to rise to 950°C, and keep at this temperature for 3 hours. During this process, the temperature control is automatically realized through the instrument program; then the sintered green compact is first subjected to hot e...
Embodiment 2
[0037] Mill 99.75g of copper powder and 0.25g of aluminum powder in a high-energy ball mill for 3 hours, the ball-to-material ratio is 40:1, and the ball mill speed is 300 rpm to make copper-aluminum pre-alloyed powder; then add 0.5g of cuprous oxide The powder is ball milled with copper-aluminum pre-alloy powder for 2 hours, the ball-to-material ratio is 40:1, and the speed of the ball mill is 300 rpm to make a composite powder; the composite powder is cold-pressed to make a compact; then the compact is placed in a high In the vacuum furnace with pure graphite as the heating body, the temperature measuring thermocouple directly measures the surface temperature of the sample, and first vacuumizes to 1.0×10 -3 Pa, using a heating rate of 20°C / min to rise to 900°C, and keep warm at this temperature for 0.5 hours. During this process, the temperature control is automatically realized through the instrument program; then the sintered compact is first carried out at 750°C for 5: 1 ...
Embodiment 3
[0039] 99.35g of copper powder and 0.65g of aluminum powder were ball milled in a high-energy ball mill for 3.5 hours, the ball-to-material ratio was 35:1, and the ball mill speed was 350 rpm to make copper-aluminum pre-alloy powder; then 1.3g of cuprous oxide was added The powder is ball milled with copper-aluminum pre-alloy powder for 2.5 hours, the ball-to-material ratio is 35:1, and the speed of the ball mill is 350 rpm to make a composite powder; the composite powder is cold-pressed to make a compact; then the compact is put into a vacuum In the furnace, the temperature measuring thermocouple directly measures the surface temperature of the sample, and first vacuumizes to 0.2×10 -2 Pa, use a heating rate of 10 °C / min to rise to 400 °C, use a heating rate of 20 °C / min to 850 °C, and then use a heating rate of 5 °C / min to 1000 °C, keep at this temperature for 1 hour, During this process, the temperature control is automatically realized through the instrument program; then ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More