Method for producing dimethyl ether by fluidized catalytic gas-phase dehydration of methanol
A technology of dimethyl ether and methanol, which is applied in the direction of dehydration of hydroxyl-containing compounds to prepare ether, chemical instruments and methods, physical/chemical process catalysts, etc., which can solve problems such as difficult control of bed temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0054] The code name of the catalyst used in this example is MTD-1 (containing 30% by weight of USY zeolite, 5% by weight of ZSM-5 zeolite, and the balance is carrier, all based on the total weight of the catalyst).
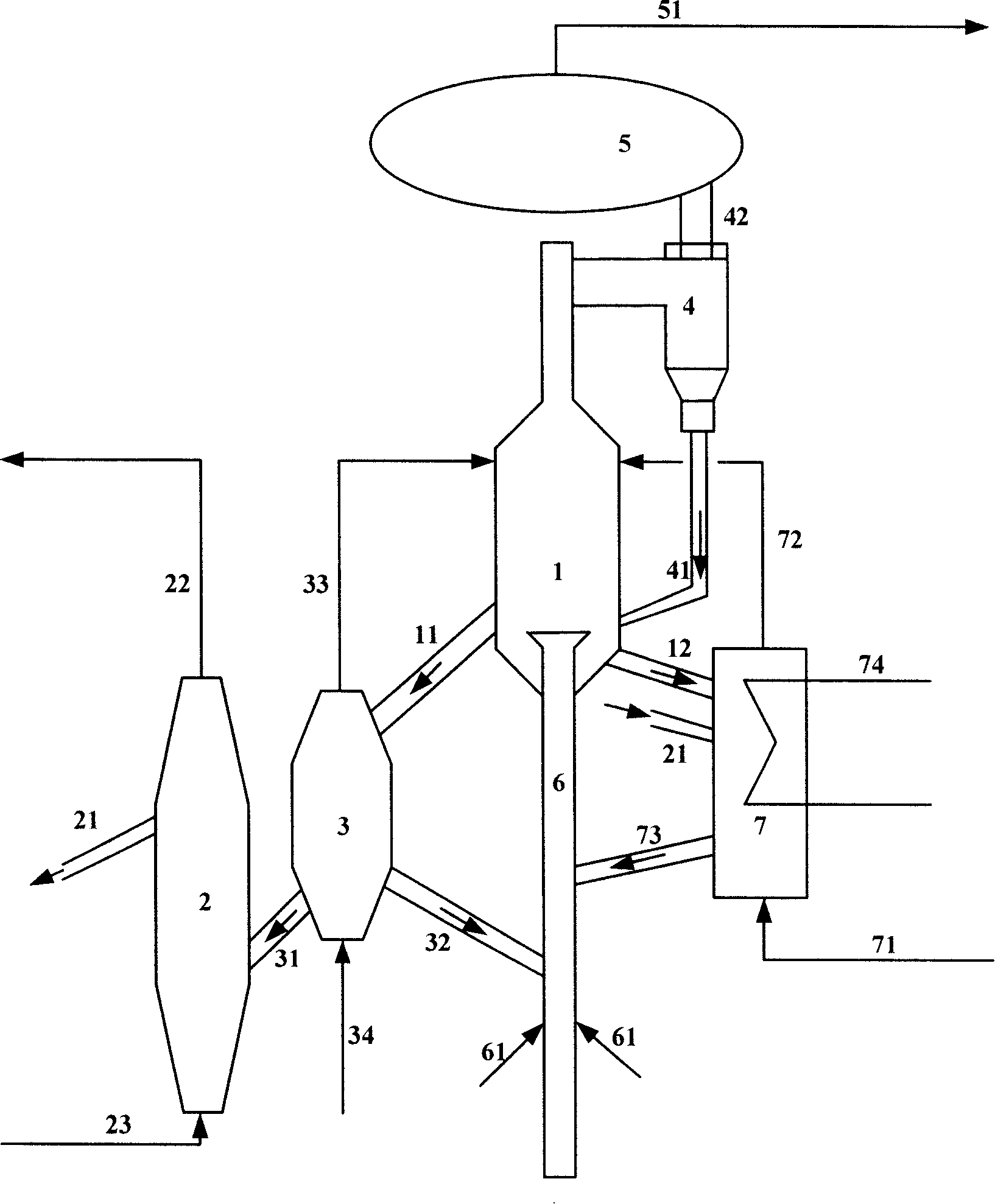
[0055] The gaseous methanol raw material enters the reactor and contacts with the MTD-1 catalyst. At a temperature of 270°C and a pressure (gauge pressure) of 0.3MPa, the weight ratio of the catalyst to the methanol raw material (agent-alcohol ratio) is 1.5, and the weight hourly space velocity is 3.0h -1 Reaction under the condition of reacting, reactant flows through separation and obtains carbon deposition catalyst and product flow, and this product flow further separates and obtains target product dimethyl ether, and product distribution is as shown in table 2, and unreacted methyl alcohol returns fluidized bed reactor; The catalyst is divided into two parts, wherein 50% by weight of the carbon-deposited catalyst is stripped, 80% by weight of the carbon-deposi...
Embodiment 2
[0057] The code name of the catalyst used in this example is MTD-2 (containing 35% by weight of USY zeolite, and the balance is a carrier, all based on the total weight of the catalyst)
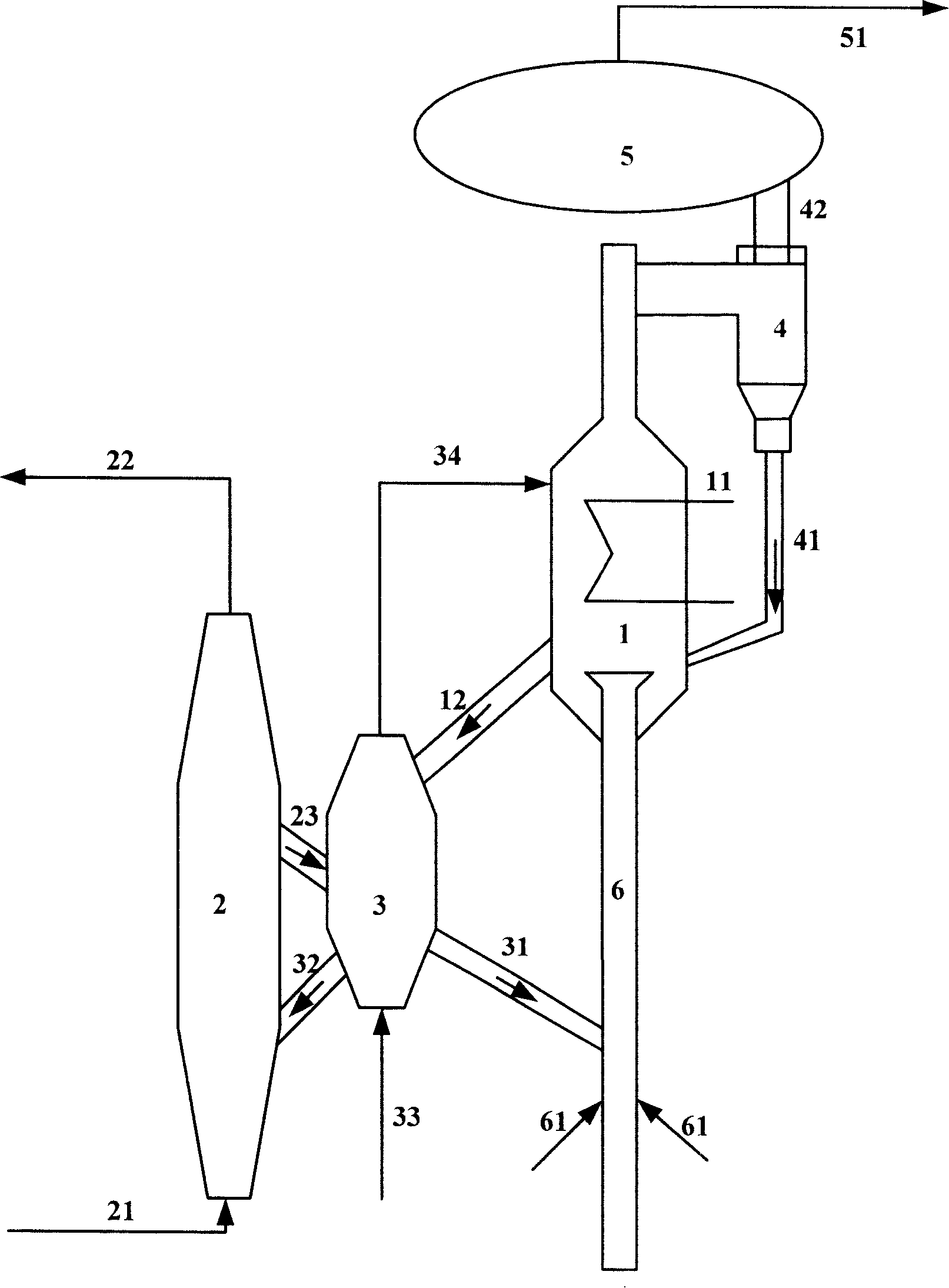
[0058] The gaseous methanol raw material enters the reactor and contacts with the MTD-2 catalyst. At a temperature of 250°C and a pressure (gauge pressure) of 0.2 MPa, the weight ratio of the catalyst to the methanol raw material (agent-alcohol ratio) is 10, and the weight hourly space velocity is 20h -1 Reaction under the condition of condition, reactant flow obtains coke catalyst and product flow through separation, and this product flow further separates and obtains target product dimethyl ether, and product distribution is as shown in table 2, and excessive methyl alcohol returns fluidized bed reactor; Coke catalyst All go to the regenerator for scorched regeneration. After all the carbon-deposited catalysts are regenerated, the regenerated catalysts are cooled to 280°C and returned to th...
Embodiment 3
[0060] The code name of the catalyst used in this example is MTD-3 (containing 30% by weight of USY zeolite, 5% by weight of Beta zeolite, and the balance being carrier, all based on the total weight of the catalyst).
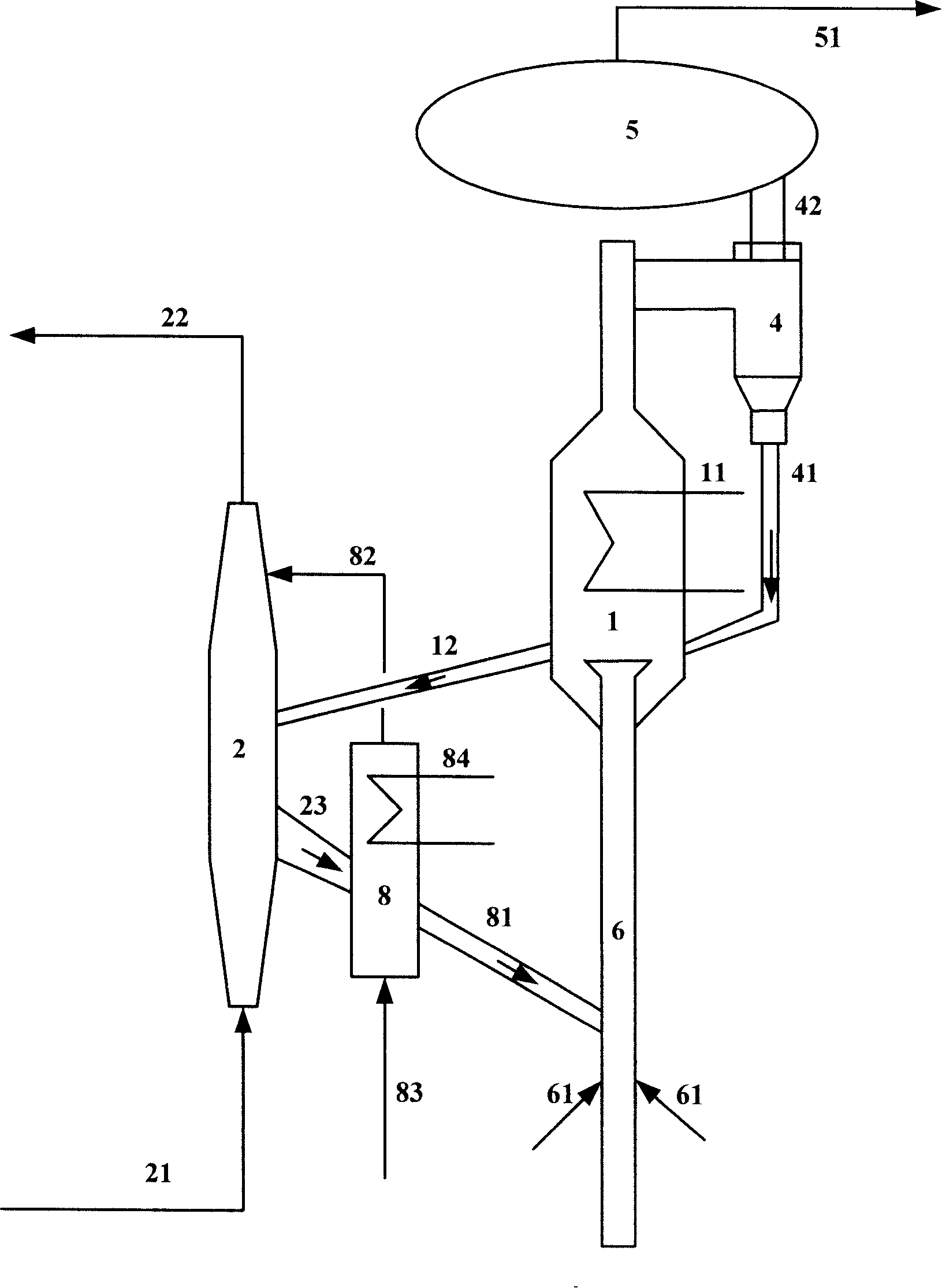
[0061] The gaseous methanol raw material enters the reactor and contacts with the MTD-3 catalyst, at a temperature of 210°C, a pressure (gauge pressure) of 0.4MPa, a weight ratio of catalyst to methanol raw material (agent-alcohol ratio) of 3, and a weight hourly space velocity of 0.5h -1Reaction under the condition of condition, reactant flow is separated to obtain coke catalyst and product flow, and this product flow is further separated to obtain target product dimethyl ether, and product distribution is as shown in table 2, and excessive methyl alcohol returns fluidized bed reactor; Coke catalyst Divided into two parts, wherein 25% by weight of the coke-deposited catalyst goes to the regenerator for coke regeneration, and the remaining 75% by weight of the c...
PUM
| Property | Measurement | Unit |
|---|---|---|
| pore size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More