

Method for manufacturing compound core low-segregation large-sized hollow steel ingot
A manufacturing method and composite core technology, applied in the manufacture of tools, equipment for feeding molten metal into molds, molds, etc., can solve problems such as segregation of large hollow steel ingots, difficulty in controlling internal quality, and excessive flaw detection of forgings. The effects of sequential solidification, improving utilization and scope of use, and reducing segregation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0055] The material of this embodiment is No. 25 steel, the weight of pouring molten metal is 45 tons, and the pouring speed is 9 tons per minute.
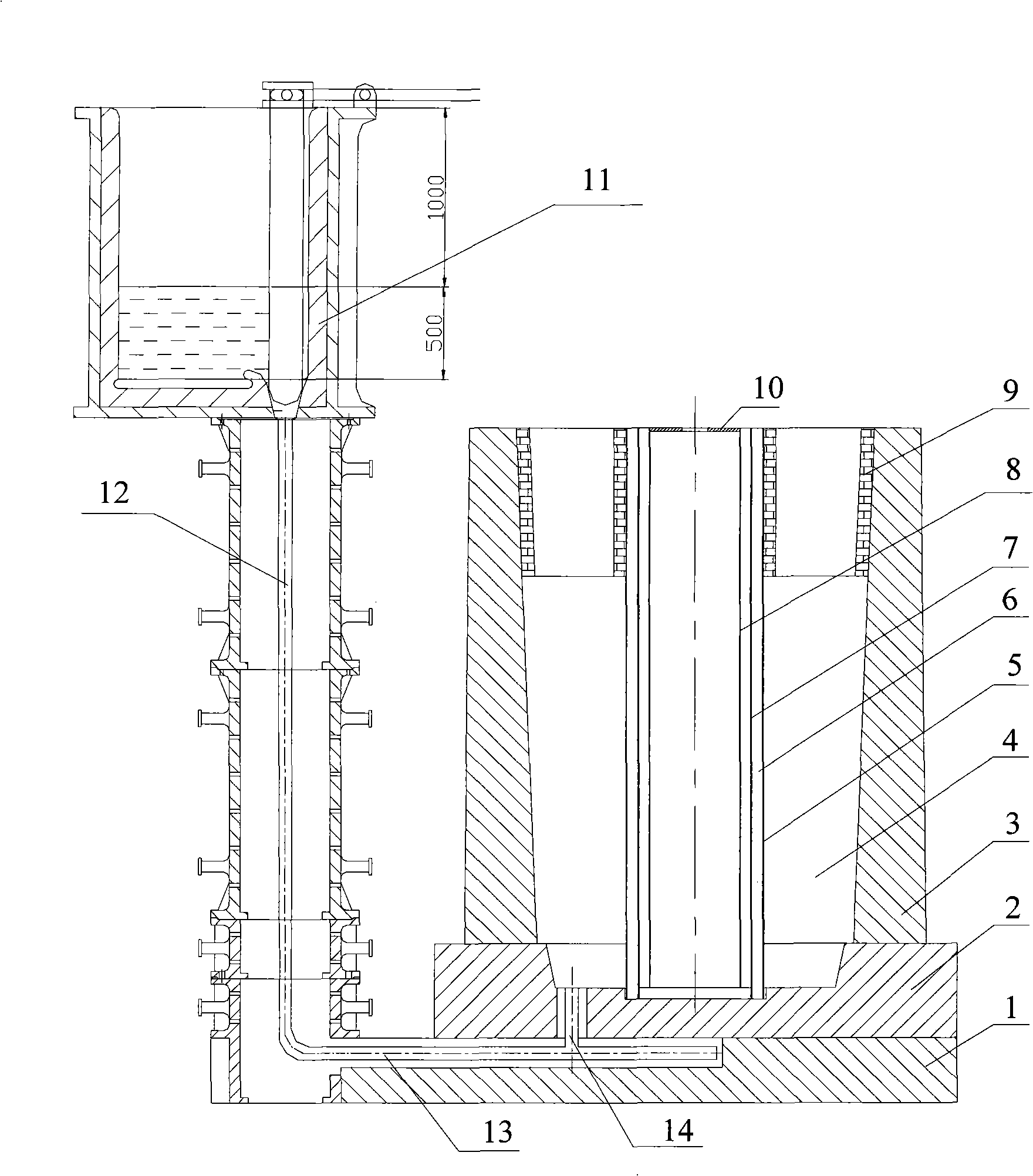
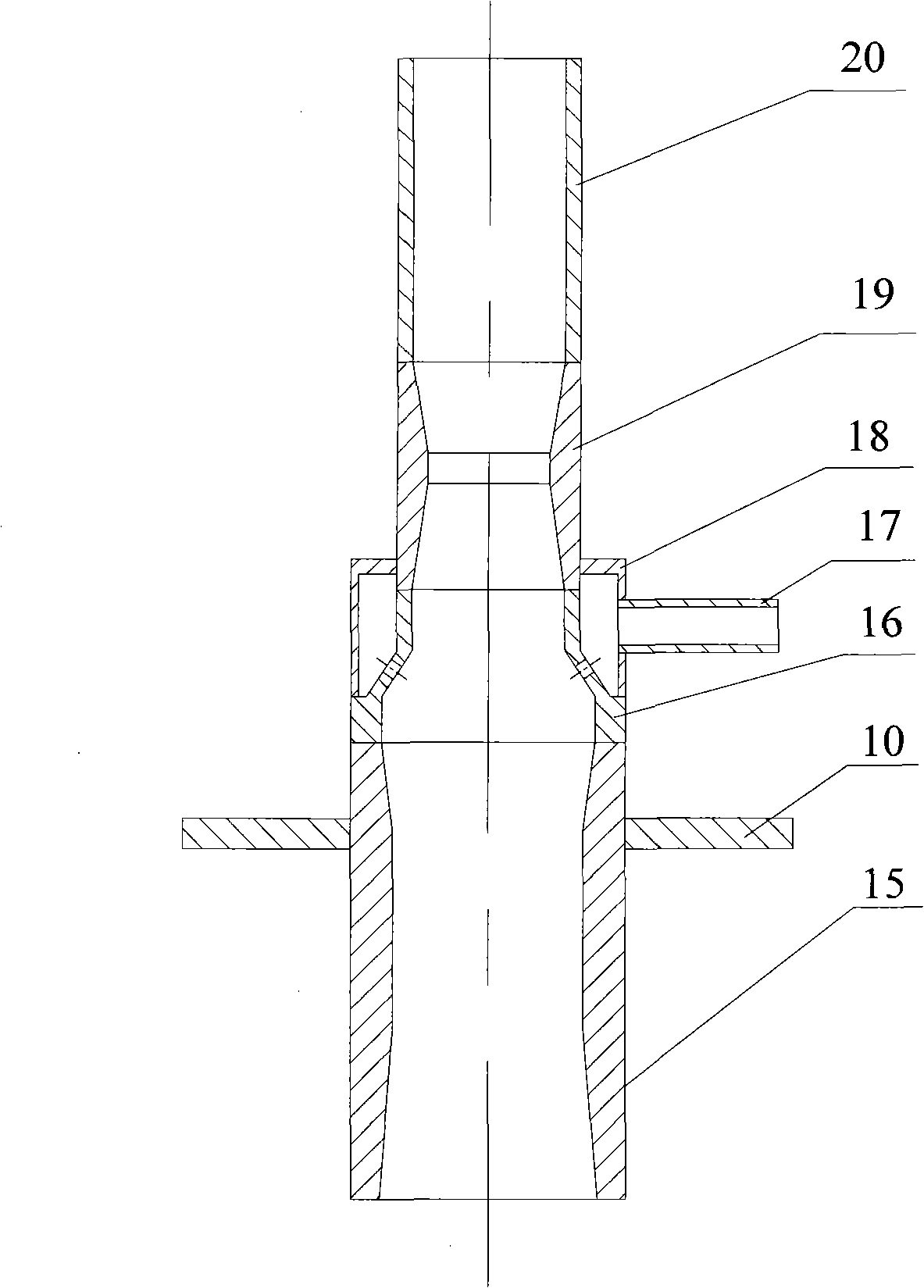
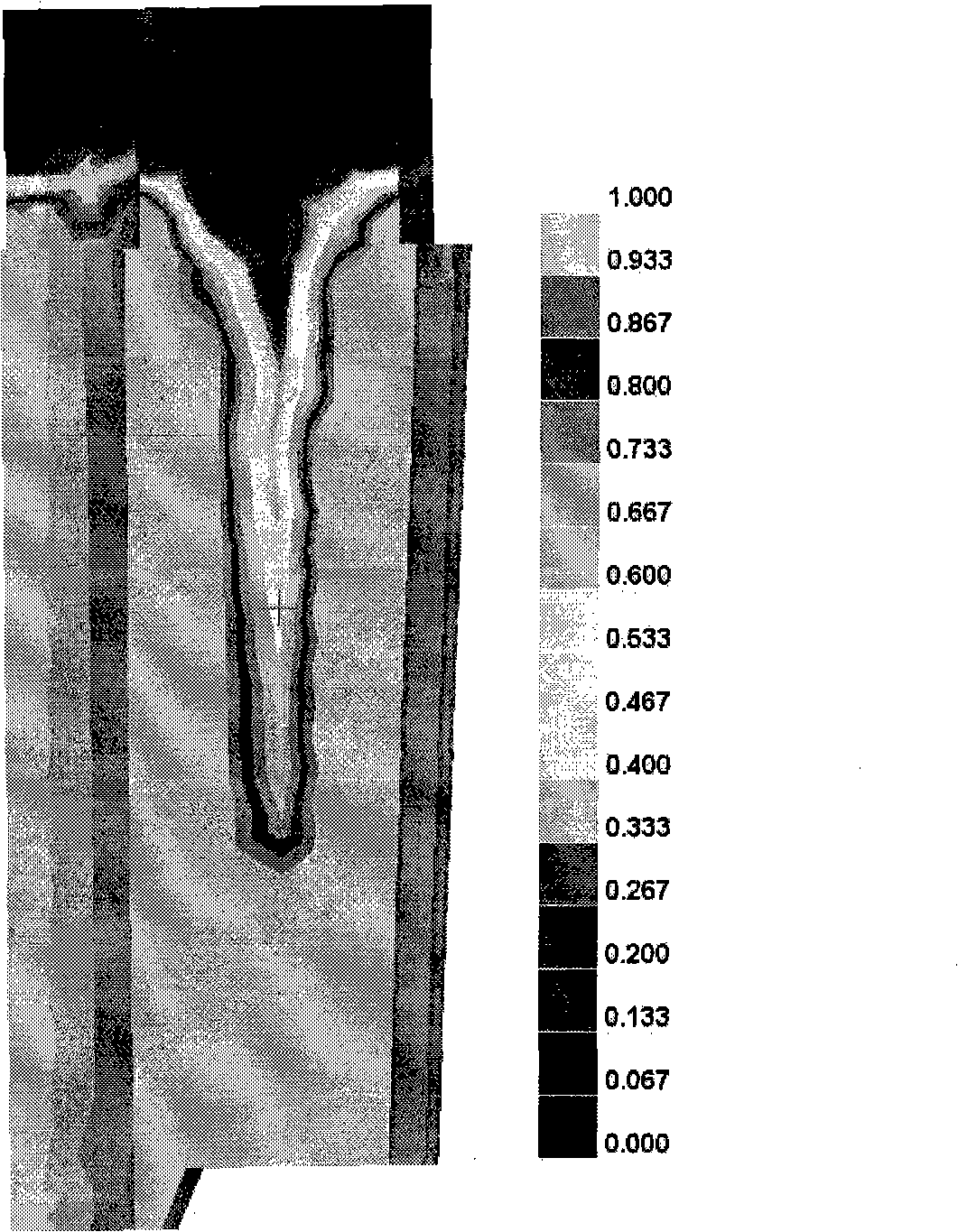
[0056] The implementation of the present invention is as follows: the process design is carried out by adopting the design technology of the smooth filling pouring system, advanced computer simulation technology, etc., mainly using the composite core hole forming technology, the large temperature difference cooling technology, the narrow gap molding sand technology, and the scattered pouring Port drainage technology, thick and large chassis forced cooling technology, liquid nitrogen ejector device, etc. The specific process is as follows:
[0057] 1) The composite core is composed of three layers of steel plates and one layer of molding sand. The outer layer of steel plates (outer core tube) is 15mm thick, the middle layer of steel plates (middle core tube) is 15mm thick, and the inner layer of steel plates (inner core tube) is 15...
Embodiment 2
[0064] The material of this embodiment is No. 25 steel, the weight of poured molten metal is 55 tons, and the pouring speed is 10 tons per minute.
[0065] The implementation of the present invention is as follows: the process design is carried out by adopting the design technology of the smooth filling pouring system, advanced computer simulation technology, etc., mainly using the composite core hole forming technology, the large temperature difference cooling technology, the narrow gap molding sand technology, and the scattered pouring Port drainage technology, thick and large chassis forced cooling technology, liquid nitrogen ejector device, etc. The specific process is as follows:
[0066] 1) The composite core is composed of three layers of steel plates and one layer of molding sand. The outer layer of steel plates is 25mm thick, the middle layer of steel plates is 25mm thick, and the inner layer of steel plates is 25mm thick. The gap between the outer steel plate and th...
Embodiment 3
[0072] The material of this embodiment is No. 25 steel, the weight of poured molten metal is 40 tons, the pouring speed is 8 tons per minute, and the material is No. 25 steel.
[0073] The implementation of the present invention is as follows: Still using the smooth filling pouring system design technology, advanced computer simulation technology, etc. to carry out process design, mainly using composite core hole forming technology, large temperature difference cooling technology, narrow gap molding sand technology, and betting dispersion Gate drainage technology, thick and large chassis forced cooling technology, liquid nitrogen ejector device, etc. The specific process is as follows:
[0074] 1) The composite core is composed of three layers of steel plates and one layer of molding sand. The outer layer of steel plates is 5mm thick, the middle layer of steel plates is 5mm thick, and the inner layer of steel plates is 5mm thick. The gap between the outer steel plate and the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More