

Manufacturing technology of automobile asymmetrical universal joint fork based on cold extruding technology and special mould thereof
A universal joint fork and manufacturing process technology, applied in metal extrusion dies and other directions, can solve the problems of low workpiece dimensional accuracy, low material utilization rate, harsh production environment, etc., and achieve good surface quality, high material utilization rate, and machine tool. The effect of less machining allowance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] refer to Figure 1 to Figure 6 , a kind of manufacturing process of the automobile asymmetric universal joint fork based on cold extrusion process, described manufacturing process comprises the following steps:
[0028] (1), using cylindrical bar cutting blanking;
[0029] (2) Carry out spheroidizing annealing to the blank to reduce its hardness, then pickling to remove scale, phosphating and saponification lubrication treatment, to obtain a cylindrical blank;
[0030] (3) Forward extrusion and closed shape correction, extruding the cylindrical blank to obtain the required asymmetric shape of the lower half of the universal joint yoke.
[0031] (4) Spheroidizing and annealing the extruded parts obtained by direct extrusion, then pickling to remove scale, phosphating and saponification lubrication treatment;
[0032] (5) Back-extrusion forming: back-extrusion produces a fork shape, and the fork shape of the universal joint fork freely extends upward; the redundant part...
Embodiment 2
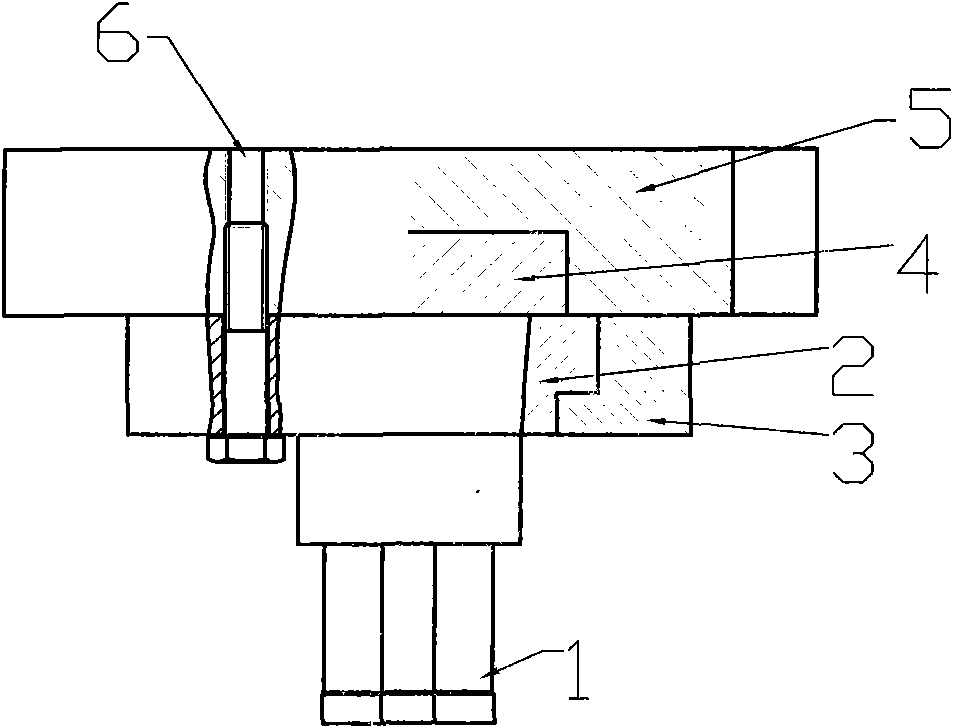
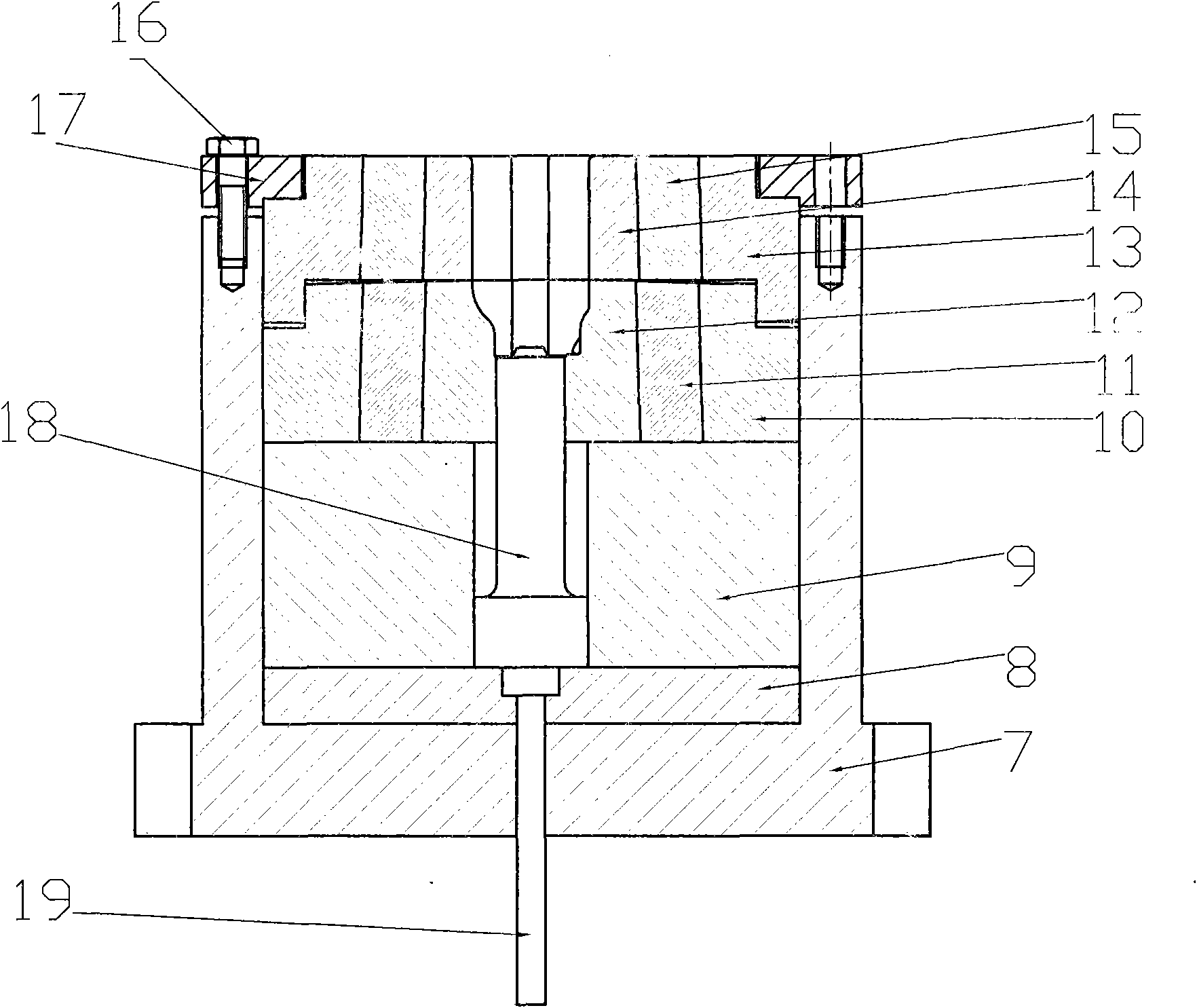
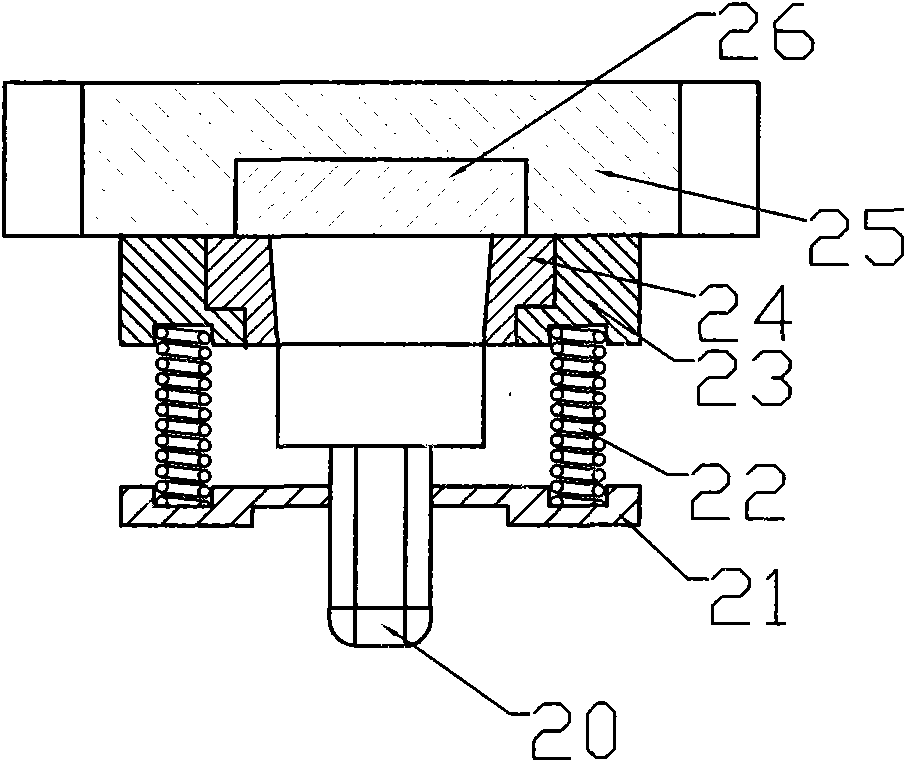
[0036] refer to Figure 1 to Figure 6 , a special mold for the manufacturing process of the asymmetrical universal joint fork of automobiles based on the cold extrusion process, including a forward extrusion mold and a reverse extrusion mold, the forward extrusion mold includes a first upper mold base and a first lower mold base Formwork, the first upper formwork includes a first template 5, a first punch pad 4, a first fixed sleeve 3, a first bushing 2 and a first punch 1, and the first punch 1 passes through The first bushing 2 is fixedly connected with the first fixed sleeve 3, and the first fixed sleeve 3 is fixedly connected with the first template 5, and the first template 5 and the first fixed sleeve 3 are connected with a first A notch, the first punch pad 4 is located in the first notch; the first lower mold frame includes the first pressing plate 17, the first upper die 14, the first lower die 12, the first Backing plate 8, the first support 9, the first mold base 7...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More